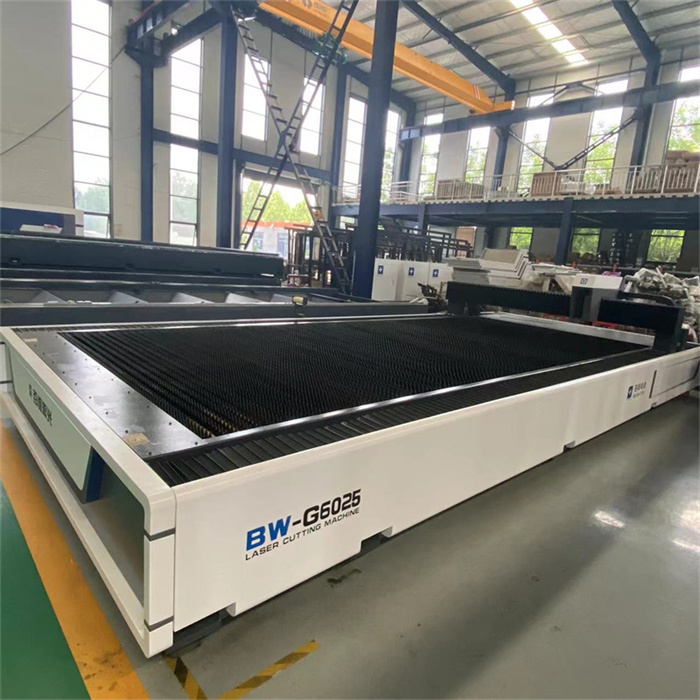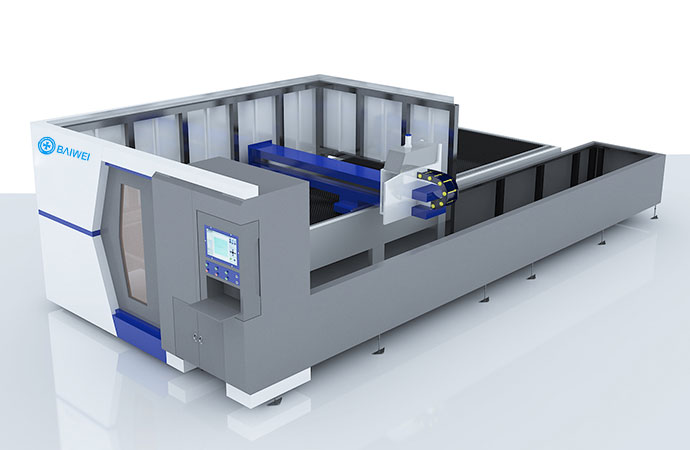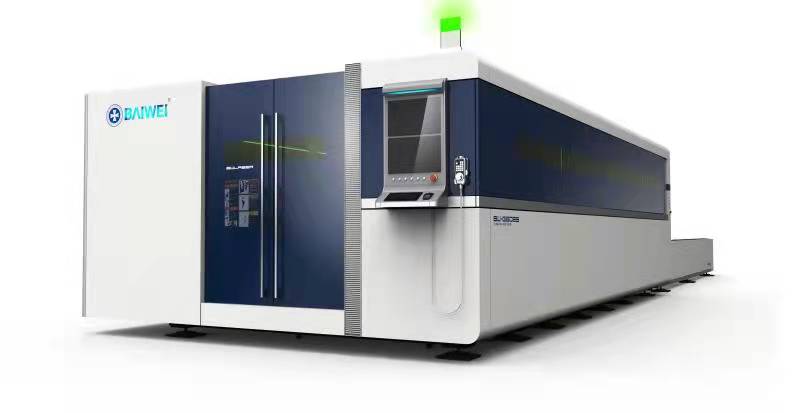
Automatisk metalplade Åben type fiber laserskæremaskine til salg
Model: BW-G3015
Skæreinterval: 3000x1500mm (valgfrit)
Laserkraft: 1 kW \ / 2kW \ / 3KW \ / 4KW \ / 6KW \ / 8kW \ / 10kW \ / 12kW \ / 15kW \ / 20kW \ / 30 kW (valgfri)
Max Moving Speed: 100m \ / Min
Max skærehastighed: 35-80m \ / min
Positioneringsnøjagtighed: 0,03 mm
Omplaceringsnøjagtighed: 0,02 mm
Min Line Bredde: 0,1 mm
Hvordan bruger jeg en laserskæremaskine til at skære arbejdsemner af høj kvalitet?
Når man bruger en laserskæremaskine til at skære tykkere eller højere præcisionsdele, er kravene til skæreprocessen relativt høje, så hvad er de faktorer, der påvirker skærekvaliteten af laserskæremaskinen?
1. tykkelsen af metalmaterialet
Med udviklingen af fiberoptik -teknologi øges wattage af fiberlaserskæremaskiner også, og tykkelsen af metallet, der kan skæres, øges også. Tykkelsen af det metalplade, der skal skæres, skal svare til den relative watt i laserskæremaskinen for at opnå bedre resultater.
2. skærehastighed
Skæringshastighed for hurtigt eller for langsomt vil påvirke skærekvaliteten. Laserskæringshastigheden skal bestemmes i henhold til materialet og tykkelsen.
3. ruheden på den materielle overflade
Laserskæremaskinebehandling er ikke begrænset af formen af materialet, men overfladegruheden af materialet bestemmer kvaliteten af skæringen. Jo glattere materialets overflade, jo bedre er skæreeffekten. Jo glattere materialets overflade, jo bedre er skæreeffekten. For at opretholde skærekvaliteten skal du prøve at vælge materialer med glatte og rustfrie overflader.
4. skærefokus
Fokusets position er et af de vigtigste punkter for skæring af kvalitet. Kun med nøjagtigt fokus kan den ideelle skæring opnås.
60. Hvorfor skal vi eftermontere fra en CO2 -laserskæremaskine til en fiberlaser?
1. Sammenlign fra strukturen af laserudstyr
I kuldioxidlaserskæreteknologi er kuldioxidgas det medium, der genererer laserstrålen. Fiberlasere overføres imidlertid gennem dioder og fiberoptiske kabler. Fiberlasersystemet genererer en laserstråle gennem flere diodepumper og overfører det derefter til laserskærende hovedet gennem et fleksibelt fiberoptisk kabel i stedet for at transmittere bjælken gennem et spejl. Dette har mange fordele, den første er størrelsen på skæreseng. I modsætning til gaslaserteknologi skal reflektoren indstilles inden for en bestemt afstand. I modsætning til fiberlaserteknologi er der ingen rækkevidde. Derudover kan fiberlaseren endda installeres ved siden af plasmaklipningshovedet på plasmaspakningssengen. Der er ingen sådan mulighed for CO2 -laserskæreteknologi. På samme måde sammenlignet med et gasskæresystem med samme effekt, er systemet mere kompakt på grund af fiberbøjningens evne.
2. Sammenlign fra konverteringseffektiviteten af elektrooptik
Den vigtigste og meningsfulde fordel ved fiberskæreteknologi bør være dens energieffektivitet. Med det komplette solid-state digitale modul og enkelt design af fiberlaseren har fiberlaserskæresystemet en højere elektro-optisk konverteringseffektivitet end kuldioxidlaserskæring. For hver strømforsyningsenhed i carbondioxidskæresystemet er den faktiske generelle udnyttelsesgrad ca. 8% til 10%. For fiberlaserskæresystemer kan brugerne forvente højere effekteffektivitet, ca. 25% til 30%. Med andre ord er det samlede energiforbrug i fiberskæresystemet ca. 3 til 5 gange mindre end for kuldioxidskæresystemet, hvilket forbedrer energieffektiviteten til mere end 86%.
3. Kontrast fra skæreeffekten
Fiberlaser har egenskaberne ved kort bølgelængde, hvilket forbedrer absorptionen af skærematerialet til bjælken og muliggør skæring, såsom messing og kobber samt ikke-ledige materialer. En mere koncentreret bjælke producerer et mindre fokus og en dybere dybde af fokus, så fiberlaseren kan skære tyndere materialer hurtigt og skære mellemstore tykke materialer mere effektivt. Når det skærer materialer op til 6 mm tyk, svarer skæresparten på et 1,5 kW fiberlaserskæresystem til det for et 3 kW kuldioxidlaserskæresystem. Fordi driftsomkostningerne ved fiberskæring er lavere end for et almindeligt kuldioxidskæresystem, kan dette forstås som en stigning i output og en reduktion i kommercielle omkostninger.
4. Sammenlign fra vedligeholdelsesomkostninger
Med hensyn til maskinvedligeholdelse er fiberlaserskæring mere miljøvenlig og praktisk. Kuldioxidgaslasersystemet har brug for regelmæssig vedligeholdelse; Reflektoren har brug for vedligeholdelse og kalibrering, og resonanshulen har brug for regelmæssig vedligeholdelse. På den anden side kræver fiberlaserskæringsopløsningen næsten ingen vedligeholdelse. Kuldioxidlaserskæresystemet kræver kuldioxid som lasergas. På grund af renheden af kuldioxidgas vil resonanshulen være forurenet og skal rengøres regelmæssigt. For et multi-kilowatt kuldioxid-system kræver dette punkt mindst 20.000 $ pr. År. Derudover kræver mange kuldioxidskæring højhastighedsakiale turbiner for at levere lasergas, og turbiner kræver vedligeholdelse og eftersyn.