Leikkausalue: 4000x2000mm (valinnainen)
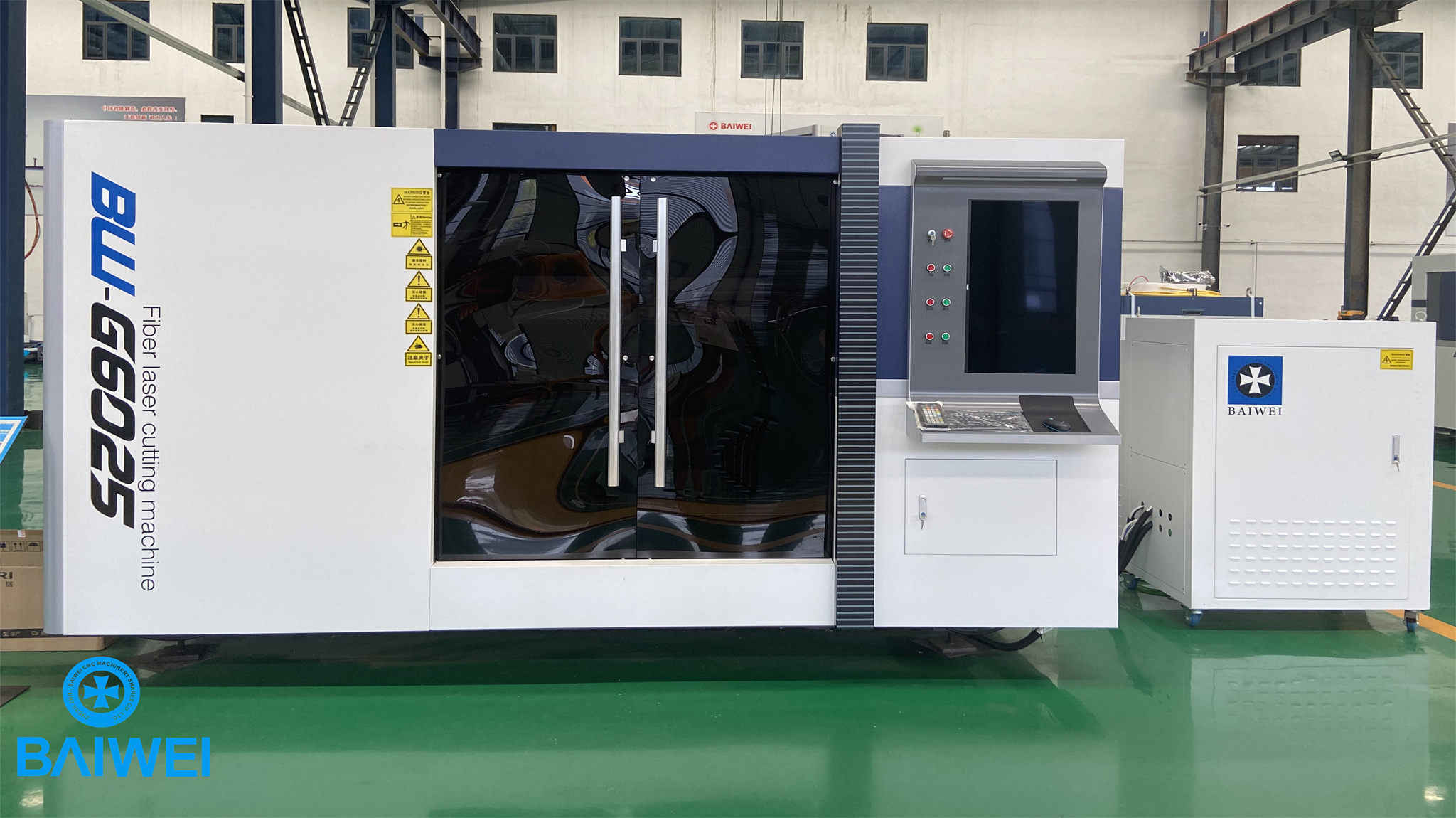
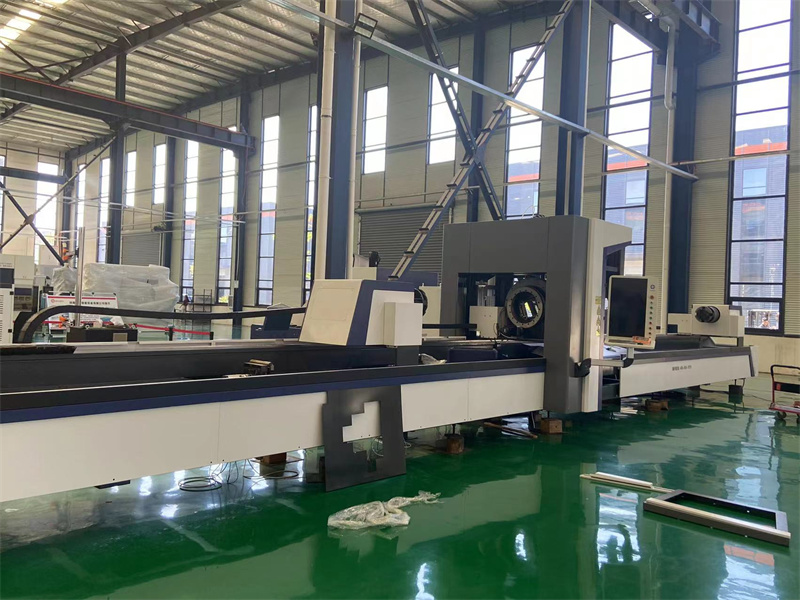
Kuitulaserleikkauskone
Minin linjan leveys 0,1 mm
Kelluva kalansyöttölaite
4000 W: n korkean tarkkuuden avoimen tyyppinen kuitulaserleikkauskone
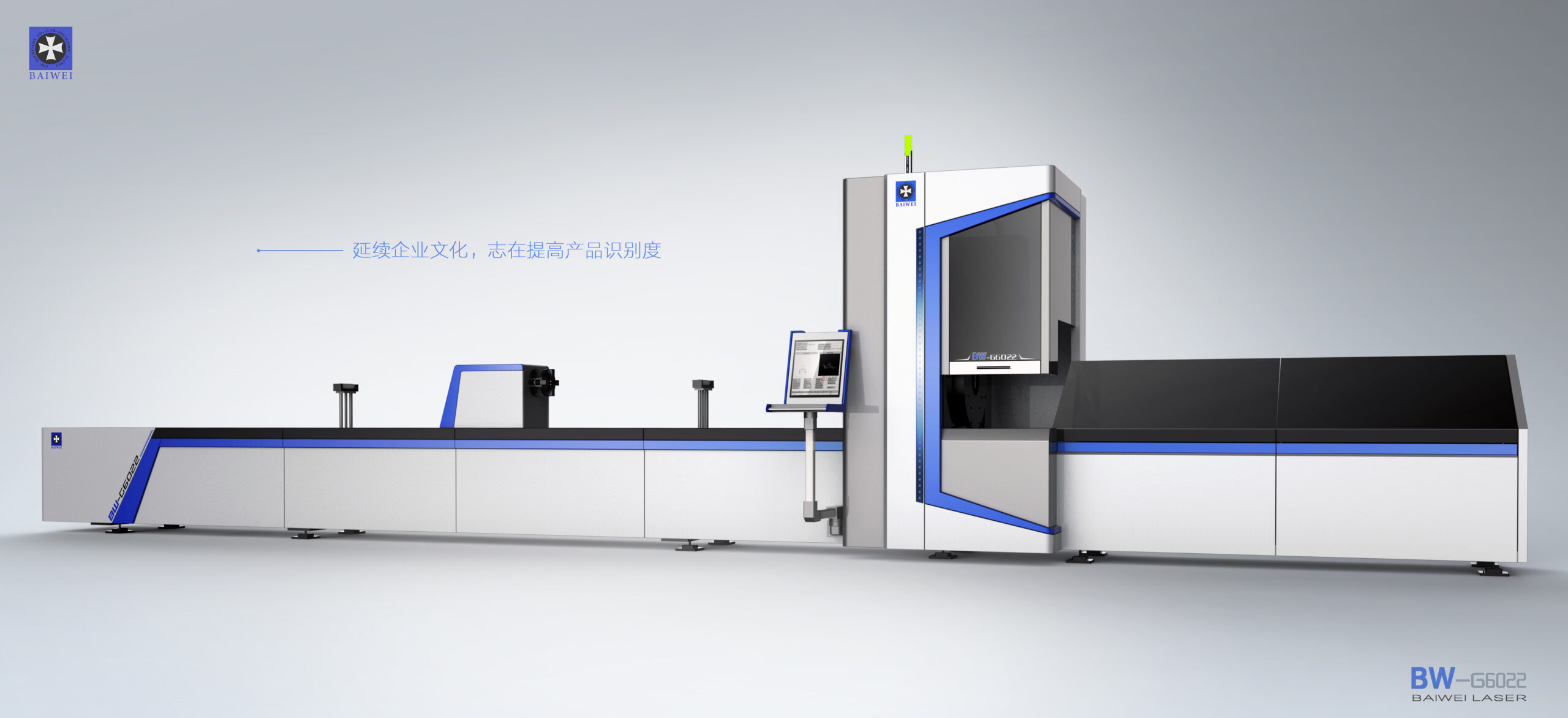
Nimi: Laser putken leikkauskone
Laservoima: 6kW \ / 8kW \ / 10kW \ / 12KW<±0.05mm
Workable reposition accuracy:<±0.02mm
Putken leikkuun halkaisija: 15-220 mm
5. Syöttörakenne lähettää putket automaattisesti työkalun materiaalin (nosto) hyllyjärjestelmään signaalin (yksi putki kerrallaan) mukaan.
4.
2. Putket sijoitetaan vuorotellen kuljetusalustalle, ja putkilaite voi siirtää putket syöttömekanismiin yksi kerrallaan vaatimusten mukaisesti ja täydentää ja pysyä putkien mukaan automaattisesti ja seisoa.
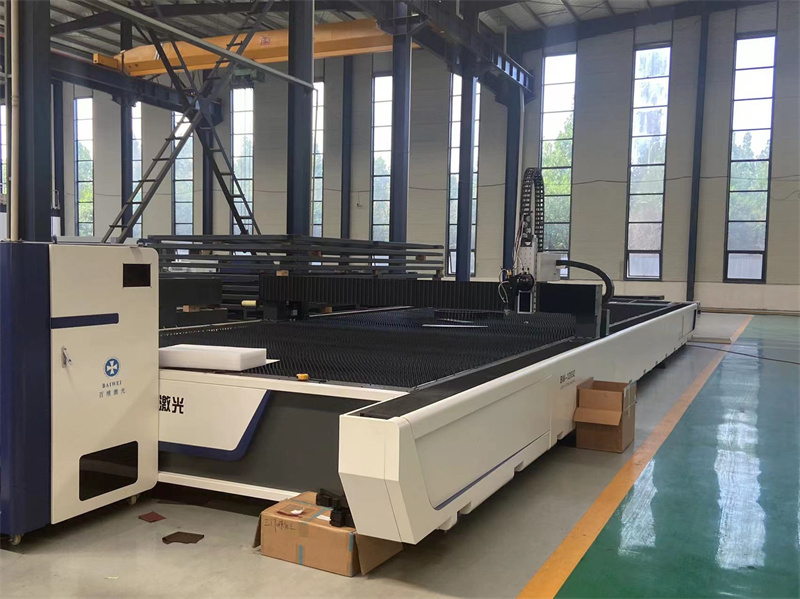
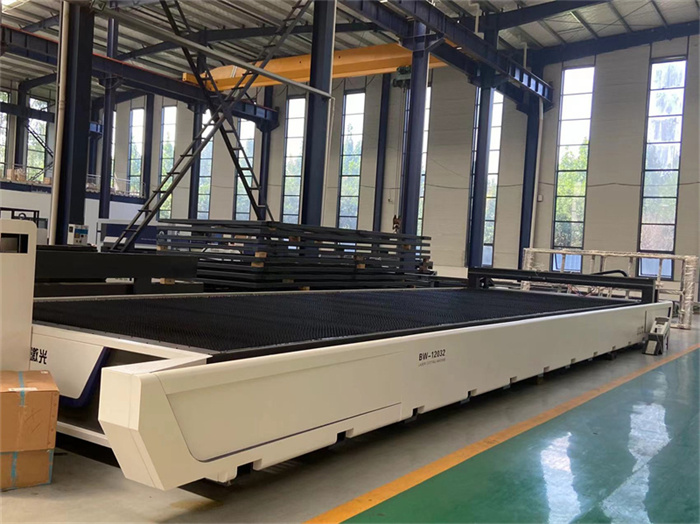
Laserleikkauskoneella on älykkyyden ominaisuudet ja se voi suorittaa erilaisten monimutkaisten rakenteiden käsittelyn.MODEL: BW-G12025
7. Materiaalihyllyjärjestelmä nostaa ja laskee automaattisesti pyörivän tarttuvan laitteen etäisyyden mukaan törmäyksen välttämiseksi;
1. Syöttöteline: Ennen leikkaamista aloittaminen koko putkisto on nostettava manuaalisesti materiaalitelineeseen, pakattava ja poistettava manuaalisesti ja asetettava sitten automaattiseen putken kuljetusmekanismiin peräkkäin.
Baiwei Fiber Laser Cutting Machine, Baiwei Professional Tube Laser Cutting Machine., Kuitulaserleikkauskone putkileikkurilla
Verrattuna perinteisiin metallileikkauslaitteisiin kuitulaserleikkurikoneen tarkkuus, nopeampi leikkausnopeus ja se tukee eränkäsittelyä. Siksi se soveltuu erittäin hyvin autoteollisuuteen, tekstiiliteollisuuteen, rakennuskoneisiin, sisustusteollisuuteen jne. Kuitulaserleikkauskone voi tukea monia monimutkaisia grafiikoita ja voidaan muodostaa nopeasti.
9. Automaattinen nostotyyppinen materiaali, joka vastaanottaa järjestelmää, nousee 15 mm: n päässä putken pyörimisestä ja tarttuu työkappaleen putken leikkaamisen aikana, jotta työkappale on luonnollisesti pudonnut putken painon vuoksi, leikkuupisteen rako on liian suuri, tai se putoaa ja muodonmuutos.
3. Syöttömekanismi siirtää odotusalueen putket automaattisesti automaattiseen syöttömekanismiin signaalin mukaan, ja muut putket täytetään automaattisesti ja siirretään materiaalin asentoon jatkuvan toiminnan varmistamiseksi.
3015 CNC -metallikuitulaserleikkauskone 1000W 2000W 3000W kuitulaserleikkurin metallilevy Ruostumaton lievä teräsleikkauskoneen tehdashintavalmistaja