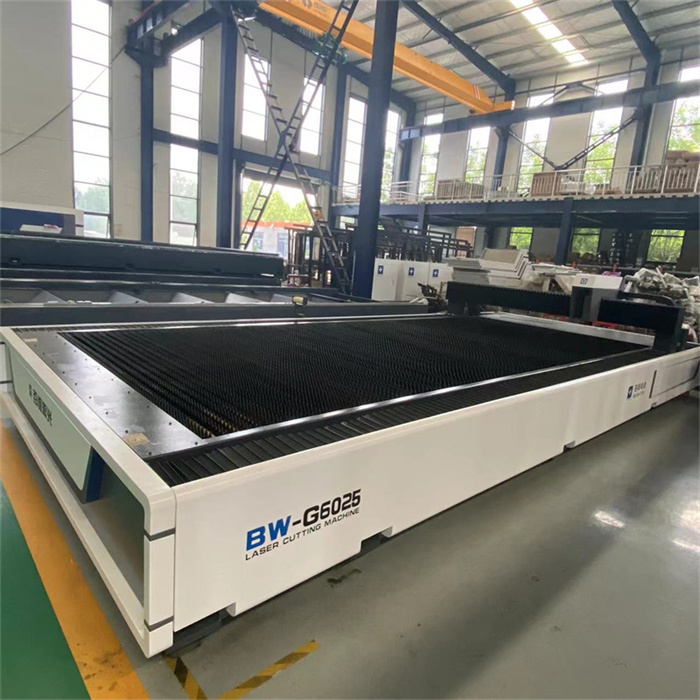
Bika nyitott típusú szál lézervágó gép eladó
Modell: BW-G3015
Vágási tartomány: 3000x1500 mm (opcionális)
Lézerteljesítmény: 1KW \ / 2KW \ / 3KW \ / 4KW \ / 6KW \ / 8KW \ / 10KW \ / 12KW \ / 15KW \ / 20KW \ / 30KW (opcionális)
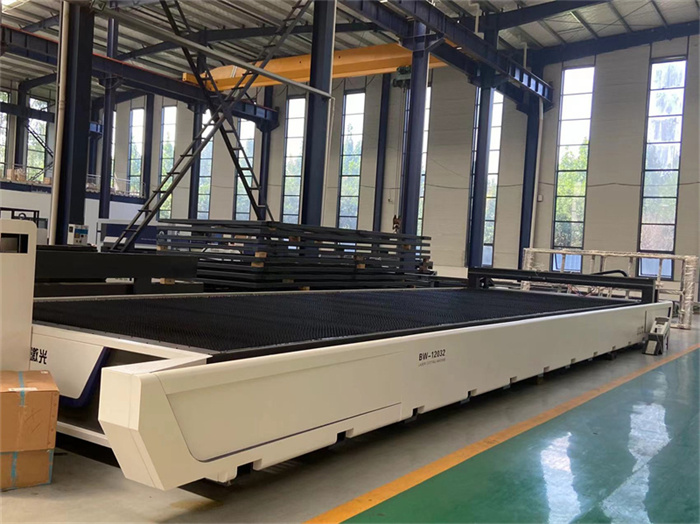
Maximális mozgási sebesség: 100m \ / min
Maxim vágási sebessége: 35-80m \ / Min
Helymeghatározási pontosság: 0,03 mm
A pontosság áthelyezése: 0,02 mm
Min vonal szélessége: 0,1 mm
Hogyan használhatok egy lézercsökkentőgépet a kiváló minőségű munkadarabok vágására?
Ha lézeres vágógépet használ a vastagabb vagy magasabb pontosságú alkatrészek vágására, a vágási folyamat követelményei viszonylag magasak, tehát milyen tényezők befolyásolják a lézercsökkentőgép vágási minőségét?
1. A fém anyag vastagsága
A száloptikai technológiák fejlesztésével a szálas lézeres vágógépek teljesítménye szintén növekszik, és a vágható fém vastagsága szintén növekszik. A vágandó fémlemez vastagságának meg kell felelnie a lézervágógép relatív teljesítményének a jobb eredmények elérése érdekében.
2. Vágási sebesség
A túl gyors vagy túl lassú vágási sebesség befolyásolja a vágási minőséget. A lézercsökkentési sebességet az anyag és a vastagság szerint kell meghatározni.
3. Az anyag felületének érdessége
A lézeres vágógép -feldolgozást nem korlátozza az anyag alakja, de az anyag felületi érdessége meghatározza a vágás minőségét. Minél simább az anyagfelület, annál jobb a vágási hatás. Minél simább az anyagfelület, annál jobb a vágási hatás. Ezért a vágási minőség fenntartása érdekében próbáljon meg kiválasztani a sima és rozsdamentes felületeket.
4. Fókuszcsökkentő
A fókusz helyzete a vágási minőség egyik legfontosabb pontja. Csak pontos fókuszálással lehet elérni az ideális vágást.
60.
1. Hasonlítsa össze a lézerfelszerelés szerkezetéből
A szén -dioxid lézercsökkentési technológiában a szén -dioxid -gáz az a közeg, amely generálja a lézernyalábot. A szálas lézereket azonban diódákon és száloptikai kábeleken továbbítják. A szálas lézerrendszer lézernyalábot generál több dióda szivattyún keresztül, majd továbbítja azt a lézeres vágófejre egy rugalmas száloptikai kábelen keresztül, ahelyett, hogy a gerendát egy tükörön keresztül továbbítja. Ennek számos előnye van, az első a vágóágy mérete. A gáz lézer technológiájától eltérően a reflektorot egy bizonyos távolságon belül kell beállítani. A szálas lézer technológiával ellentétben nincs tartomány -korlát. Ezenkívül a szálas lézer akár a plazmavágó ágy plazmavágó feje mellett is felszerelhető. Nincs ilyen lehetőség a CO2 lézercsökkentési technológiára. Hasonlóképpen, összehasonlítva egy azonos teljesítményű gázvágó rendszerrel, a rendszer kompaktabb a rost hajlítás képessége miatt.
2. Összehasonlítsa az elektrooptika konverziós hatékonyságából
A szálvágási technológia legfontosabb és legfontosabb előnye az energiahatékonyságának. A teljes szilárdtest digitális modullal és a szálas lézer egyetlen kialakításával a szálas lézercsökkentő rendszer nagyobb elektro-optikai konverziós hatékonysággal rendelkezik, mint a szén-dioxid lézervágás. A szén -dioxid -vágási rendszer minden egyes tápegységére a tényleges általános felhasználási arány körülbelül 8–10%. A szálas lézervágó rendszerek esetében a felhasználók nagyobb energiahatékonyságot várhatnak el, körülbelül 25–30% -ot. Más szavakkal, a szálvágó rendszer teljes energiafogyasztása körülbelül 3-5 -szer kevesebb, mint a szén -dioxid -vágási rendszeré, ami több mint 86%-ra javítja az energiahatékonyságot.
3
A szálas lézernek a rövid hullámhossz jellemzői vannak, ami javítja a vágóanyag felszívódását a sugárba, és lehetővé teszi a vágást, például a sárgaréz és a réz, valamint a nem gondozó anyagok. Egy koncentráltabb sugárzás kisebb fókuszt és mélyebb fókuszmélységet eredményez, így a szálas lézer gyorsan vághatja a vékonyabb anyagokat, és hatékonyabban vághatja a közepes vastag anyagokat. Ha az anyagokat akár 6 mm vastag vágják, az 1,5 kW -os rostos vágó rendszer vágási sebessége egyenértékű egy 3 kW -os szén -dioxid lézercsökkentő rendszerével. Mivel a szálvágás működési költsége alacsonyabb, mint a közös szén -dioxid -vágási rendszeré, ez a termelés növekedésének és a kereskedelmi költségek csökkenésének lehet.
4. Hasonlítsa össze a karbantartási költségeket
A gépkarbantartás szempontjából a szálas lézer vágás környezetbarátabb és kényelmesebb. A szén -dioxid -gáz lézerrendszernek rendszeres karbantartást igényel; A reflektornak karbantartást és kalibrálást igényel, a rezonáns üreg rendszeres karbantartást igényel. Másrészt, a szálas lézercsökkentő oldat szinte karbantartást igényel. A szén -dioxid lézercsökkentő rendszerhez lézergáz szén -dioxidot igényel. A szén -dioxid -gáz tisztaságának köszönhetően a rezonáns üreg szennyeződik, és rendszeresen meg kell tisztítani. Egy multi-Kilowatt szén-dioxid-rendszer esetén ez a tétel évente legalább 20 000 USD-t igényel. Ezenkívül sok szén-dioxid-vágáshoz nagysebességű tengelyirányú turbinákat igényel a lézergáz szállítása, a turbinák pedig karbantartást és átalakítást igényelnek.