A lézeres cső vágógép működési alapelve
Név: Lézeres cső vágógép
Modell: BW3000 \ / BW6000 \ / BW9000
Lézergenerátor táptalaj: szálas lézerforrás
Kimeneti teljesítmény: 500W \ / 750W \ / 1000W \ / 1500W \ / 2000W \ / 3000W \ / 4000W \ / 6000W \ / 8000W
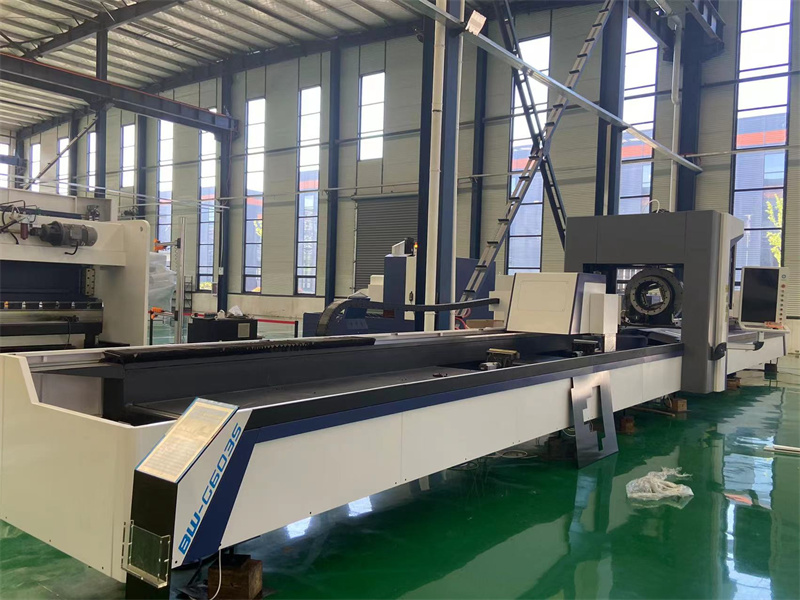
Hatékony csővágó átmérő: 15-220 mm
Működőképes tengelyirányú pozicionálási pontosság:<±0.05mm
Workable reposition accuracy:<±0.02mm
A lézeres cső vágógép működési elve:
1. etetőállvány: A vágás megkezdése előtt az egész csövek csomagját manuálisan kell felhelyezni az anyagtartóra, manuálisan csomagolva és eltávolítani, majd az automatikus cső -szállító mechanizmusra helyezni.
2.
3. Az etetési mechanizmus automatikusan átadja a várakozási területen lévő csöveket az automatikus etetési mechanizmushoz a jelnek megfelelően, és más csöveket automatikusan kitöltenek, és az anyag helyzetébe kerülnek a folyamatos működés biztosítása érdekében.
4. A cső pozicionálási és kalibrációs rendszere szükség szerint szépen kalibrálja a cső helyzetét (a cső anyagát nem szabad az etetési mechanizmus külső oldalán elhelyezni).
5. Az etetési struktúra automatikusan elküldi a csöveket a szerszámgép anyag (emelő) polcrendszerére a jel szerint (egyszerre egy cső).
6. Az etetési mechanizmus az időben visszatér, miután megkapta a polcok befejezésének jelét, és ugyanakkor az A forgó megfogó eszköz a jel - bilincsek szerint - a B forgó lemezre tolja a tökéletes vágáshoz.
7. Az anyagpolcrendszer automatikusan felemelkedik és csökken a forgó megfogó eszköz távolságának megfelelően az ütközés elkerülése érdekében;
8. Amikor a forgó megfogó eszköz előrehalad a B forgó tartó lemez középső határhelyzetéhez, a C forgó megfogó eszköz automatikusan a B forgó lemez jobb végére fut, hogy folytathassa a farok anyagának tökéletes vágását, hogy a cső általános vágásának, alapvetően nulla farok anyagának biztosítása érdekében biztosítsa.
9.
10. Miután az automatikus emelési típusú anyagfogadó rendszer befejeződött, automatikusan rögzített helyzetbe esik, és ugyanakkor az anyag fogadó doboza lehajlik, és a munkadarab természetesen csúszik az alapvető anyaggyűjtő vödörbe.
11. Az etetési mechanizmus készenléti állapotban van. Mielőtt az előző cső kivágása befejeződik, az anyagkészítés befejeződik, és a következő csőfeldolgozás működési programját készenléti állapotban hajtják végre.