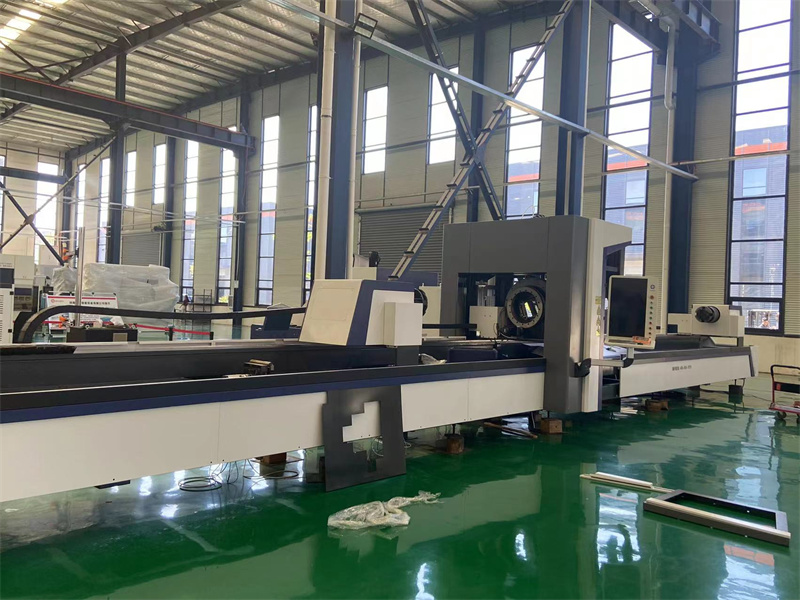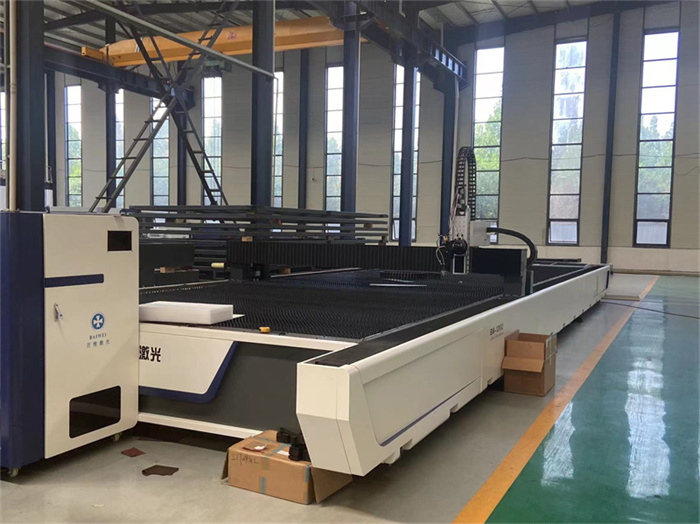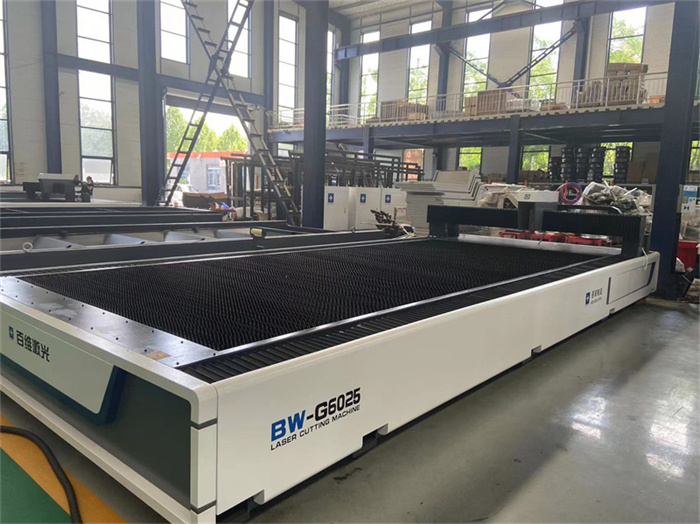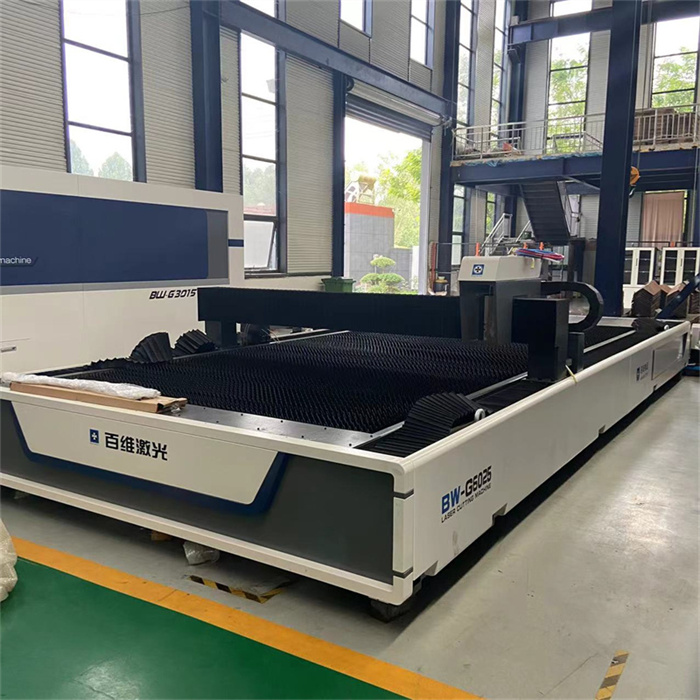
Mariene smeden onderdelen open type vezel lasersnijmachine te koop
Model: BW-G3015
Snijdbereik: 3000x1500mm (optioneel)
Laservermogen: 1 kW \ / 2KW \ / 3KW \ / 4KW \ / 6KW \ / 8KW \ / 10 kW \ / 12 kW \ / 15KW \ / 20KW \ / 30 kW (optioneel)
Max Bewegingssnelheid: 100m \ / Min
Max snijsnelheid: 35-80m \ / min min
Positioneringsnauwkeurigheid: 0,03 mm
Repositioneringsnauwkeurigheid: 0,02 mm
Min Line Breedte: 0,1 mm
Hoe gebruik ik een lasersnijmachine om werkstukken van hoge kwaliteit te snijden?
Bij het gebruik van een lasersnijmachine om dikkere of hogere precisieonderdelen te snijden, zijn de vereisten voor snijproces relatief hoog, dus wat zijn de factoren die de snijkwaliteit van de lasersnijmachine beïnvloeden?
1. De dikte van het metalen materiaal
Met de ontwikkeling van glasvezeltechnologie neemt ook het wattage van vezellasersnijmachines toe, en de dikte van het metaal dat kan worden gesneden, neemt ook toe. De dikte van de te snijden metalen plaat moet overeenkomen met het relatieve wattage van de lasersnijmachine om betere resultaten te bereiken.
2. Snijdsnelheid
Het te snel of te langzame snijsnelheid snijden heeft invloed op de snijkwaliteit. De snijsnelheid van de laser moet worden bepaald volgens het materiaal en de dikte.
3. De ruwheid van het materiaaloppervlak
De verwerking van lasersnijmachines wordt niet beperkt door de vorm van het materiaal, maar de oppervlakteruwheid van het materiaal bepaalt de kwaliteit van het snijden. Hoe soepeler het materiaaloppervlak, hoe beter het snijeffect. Hoe soepeler het materiaaloppervlak, hoe beter het snijeffect. Om de snijkwaliteit te behouden, probeer dan om materialen te kiezen met gladde en roestvrije oppervlakken.
4. Snijden focus
De positie van de focus is een van de belangrijkste punten van het snijden van kwaliteit. Alleen met nauwkeurige focus kan het ideale snijden worden bereikt.
60. Waarom moeten we retrofiteren van een CO2 -lasersnijmachine naar een vezellaser?
1. Vergelijk uit de structuur van laserapparatuur
In kooldioxide lasersnijtechnologie is koolstofdioxidegas het medium dat de laserstraal genereert. Vezellasers worden echter overgedragen via diodes en glasvezelkabels. Het vezellasersysteem genereert een laserstraal door meerdere diodepompen en verzendt deze vervolgens naar de laser die door een flexibele glasvezelkabel snijdt in plaats van de balk door een spiegel te verzenden. Dit heeft veel voordelen, de eerste is de grootte van het snijbed. In tegenstelling tot gaslasertechnologie moet de reflector binnen een bepaalde afstand worden ingesteld. In tegenstelling tot vezellasertechnologie is er geen bereiklimiet. Bovendien kan de vezellaser zelfs worden geïnstalleerd naast de plasma -snijkop van het plasma -snijbed. Er is geen dergelijke optie voor CO2 -lasersnijtechnologie. Evenzo is het systeem in vergelijking met een gasnijsysteem van hetzelfde vermogen compacter vanwege het vermogen van vezelbuigen.
2. Vergelijk uit de conversie-efficiëntie van elektro-optica
Het belangrijkste en betekenisvolle voordeel van de technologie voor het snijden van vezels zou de energie -efficiëntie moeten zijn. Met de complete digitale module van vaste toestand en een enkel ontwerp van de vezellaser, heeft het vezellasersnijsysteem een hogere elektro-optische conversie-efficiëntie dan kooldioxidelaserdijveringen. Voor elke voedingseenheid van het koolstofdioxide snijsysteem is het werkelijke algemene gebruikspercentage ongeveer 8% tot 10%. Voor vezellasersystemen kunnen gebruikers een hogere vermogensefficiëntie verwachten, ongeveer 25% tot 30%. Met andere woorden, het algehele energieverbruik van het vezelsnijsysteem is ongeveer 3 tot 5 keer minder dan dat van het koolstofdioxide snijsysteem, wat de energie -efficiëntie verbetert tot meer dan 86%.
3. Contrast van het snijeffect
Vezellaser heeft de kenmerken van korte golflengte, die de absorptie van het snijmateriaal naar de straal verbetert en snijden zoals messing en koper en niet-geleidende materialen mogelijk maakt. Een meer geconcentreerde straal produceert een kleinere focus en een diepere focusdiepte, zodat de vezellaser dunnere materialen snel kan snijden en mediumdikke materialen effectiever kan snijden. Bij het snijden van materialen tot 6 mm dik is de snijsnelheid van een 1,5 kW glasvezel lasersnijsysteem gelijk aan die van een 3KW koolstofdioxidelaserdijsysteem. Omdat de bedrijfskosten van vezelsnijden lager zijn dan die van een gemeenschappelijk koolstofdioxide snijsysteem, kan dit worden opgevat als een toename van de output en een verlaging van de commerciële kosten.
4. Vergelijk van onderhoudskosten
Wat het onderhoud van het machine betreft, is het snijden van vezellaser milieuvriendelijker en handiger. Het koolstofdioxidegaslasersysteem moet regelmatig onderhoud nodig zijn; De reflector heeft onderhoud en kalibratie nodig, en de resonerende holte heeft regelmatig onderhoud nodig. Aan de andere kant vereist de vezellasersnijoplossing bijna geen onderhoud. Het koolstofdioxide lasersysteem vereist koolstofdioxide als het lasergas. Vanwege de zuiverheid van kooldioxidegas zal de resonerende holte vervuild zijn en moet het regelmatig worden schoongemaakt. Voor een koolstofdioxidesysteem met meerdere kilowatt vereist dit artikel minimaal US $ 20.000 per jaar. Bovendien vereist veel koolstofdioxide-snijden high-speed axiale turbines om lasergas te leveren, en turbines vereisen onderhoud en revisie.