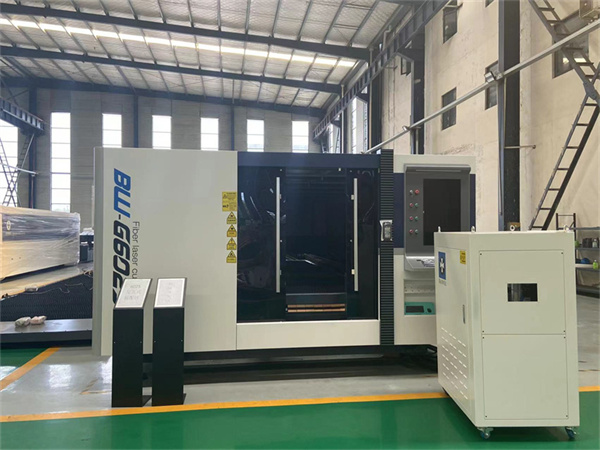
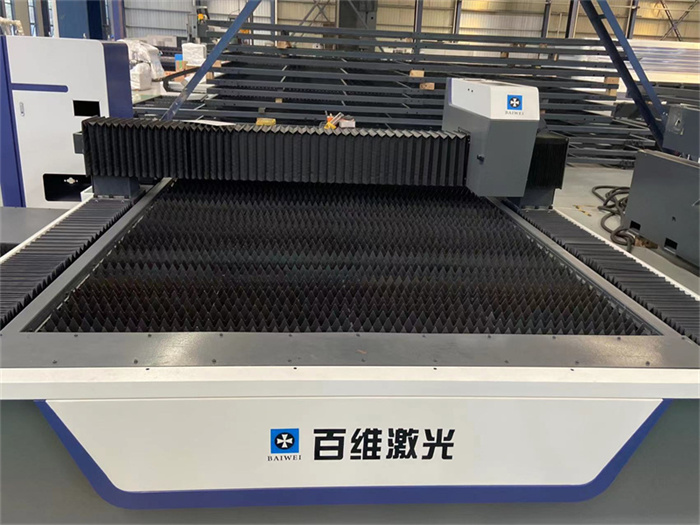
Werkprincipe van laserpijpsnijmachine
Naam: snijmachine met laserbuis
Model: BW3000 \ / BW6000 \ / BW9000
Lasergeneratormedium: vezellaserbron
Uitgangsvermogen: 500W \ / 750W \ / 1000W \ / 1500W \ / 2000W \ / 3000W \ / 4000W \ / 6000W \ / 8000W
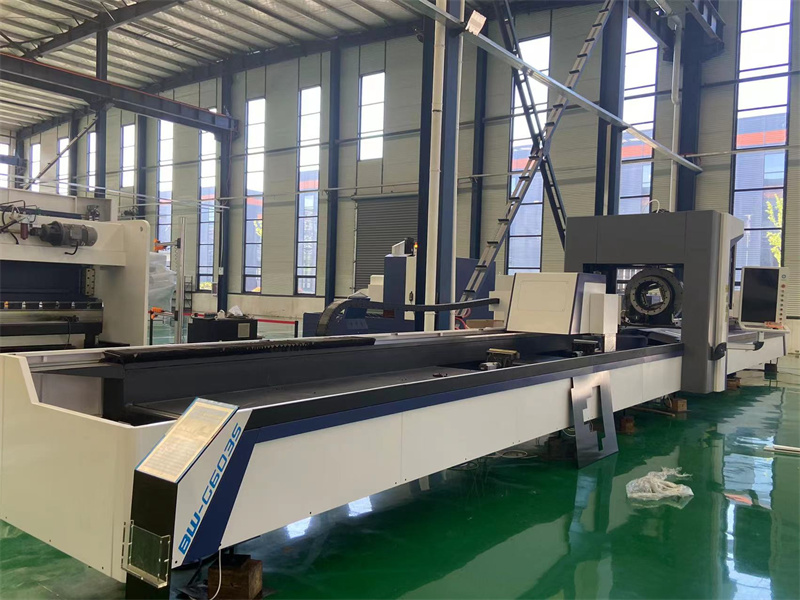
Effectieve buissnijdiameter: 15-220 mm
Werkbare axiale positioneringsnauwkeurigheid:<±0.05mm
Workable reposition accuracy:<±0.02mm
Werkprincipe van laserpijpsnijmachine:
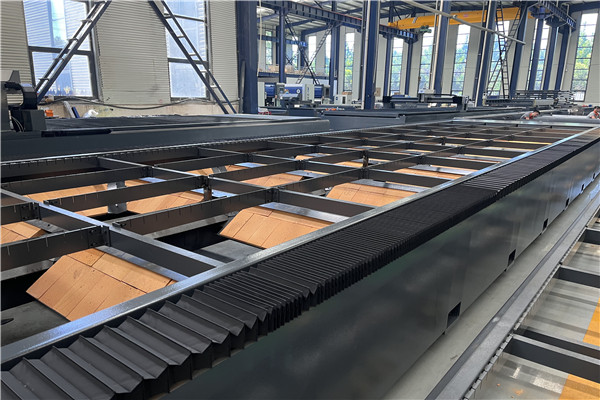
1. Voerrek: Voordat het snijden begint, moet de hele bundel pijpen handmatig worden gehesen op het materiaalrek, handmatig verpakt en verwijderd, en vervolgens in volgorde op het automatische buistransportmechanisme geplaatst.
2. De leidingen worden op het beurt op het transportplatform geplaatst en het buistransportapparaat kan de leidingen één voor één naar het voedingsmechanisme overbrengen volgens de vereisten, en volgens de leidingen automatisch aanvullen en blijven bestaan.
3. Het voedingsmechanisme zal de leidingen automatisch in het wachtgebied overbrengen naar het automatische voedingsmechanisme volgens het signaal, en andere leidingen worden automatisch gevuld en naar de materiaalpositie worden verplaatst om continu te waarborgen.
4. Het buispositionerings- en kalibratiesysteem kalibreert de pijppositie netjes indien nodig (het buismateriaal mag niet voorbij de buitenkant van het voedingsmechanisme worden geplaatst).
5. De voedingsstructuur verzendt automatisch de leidingen naar het materiaal (tillen) rekkensysteem van het machine -gereedschap volgens het signaal (één pijp tegelijk).
6. Het voedingsmechanisme keert terug in de tijd na ontvangst van het signaal van voltooiing van de rekken, en tegelijkertijd beweegt het A -roterende grijperapparaat volgens het signaal - klemmen - duwt het naar de roterende plaat van B voor perfect snijden.
7. Het materiële plankensysteem heft en verlaagt automatisch volgens de afstand van het A -roterende grijperapparaat om botsing te voorkomen;
8. Wanneer de A -roterende grijperapparaat doorgaat naar de middelste limietpositie van de B -roterende ondersteuningsplaat van B, loopt de C -roterende grijperapparaat automatisch naar het rechteruiteinde van de R -roterende B -plaat om het perfecte snijden van het staartmateriaal voort te zetten, zodat het algehele snijden van de buis, in feite nul staartmateriaal.
9. Het materiaal van het automatische typetype dat het systeem ontvangt, stijgt tot 15 mm verwijderd van de rotatie van de pijp en vangt het werkstuk terwijl de pijp wordt gesneden, om te voorkomen dat het werkstuk op natuurlijke wijze valt als gevolg van het gewicht van de pijp, de opening aan het snijpunt is te groot, of het wordt gedropt en vervormd.
10. Nadat het automatische ontvangstsysteem van het automatische typetype is voltooid, wordt het automatisch gedaald tot een vaste positie, en tegelijkertijd wordt het materiaalontvangstdoos hellend en wordt het werkstuk op natuurlijke wijze naar de bak van de grondmateriaal verzameling.
11. Het voedingsmechanisme staat stand -by. Voordat het snijden van de vorige pijp is voltooid, wordt het materiaalvoorbereiding voltooid en wordt het werkingsprogramma van de volgende pijpverwerking uitgevoerd op standby.