Modeller BW-G3015 BW-G4015 BW-G4020 BW-G6015 BW-G6020 Valfritt
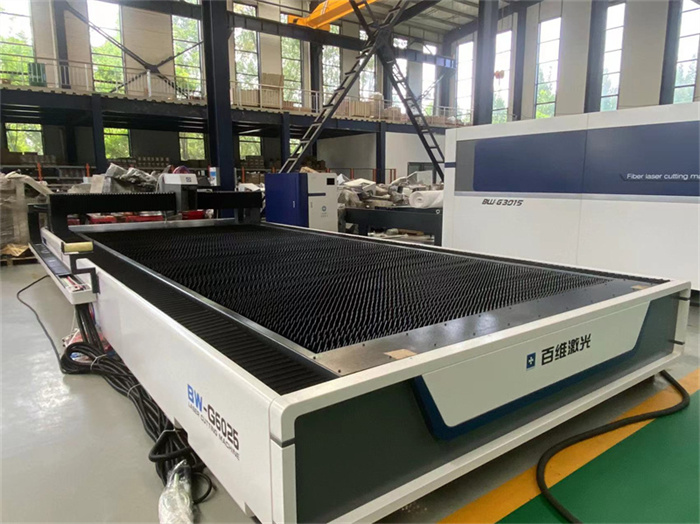
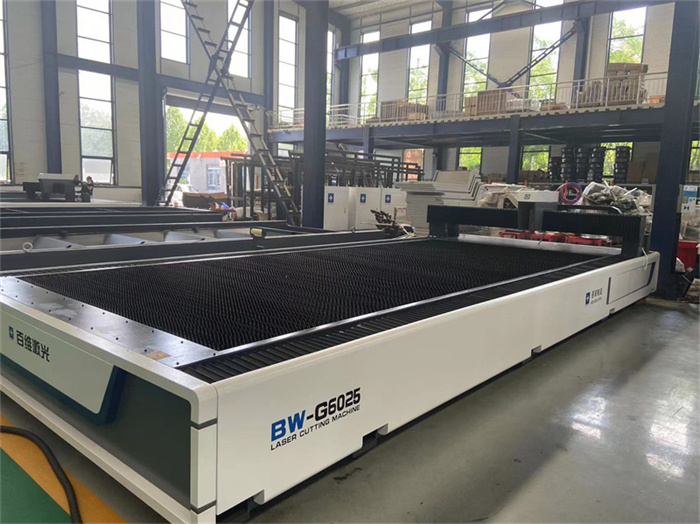
Modell: BW-G6025
Laserskärmaskin för titanrör
60. Varför ska vi eftermontera från en CO2 -laserskärningsmaskin till en fiberlaser?
laserskärare för stålrör
Flytande fiskfodermaskin
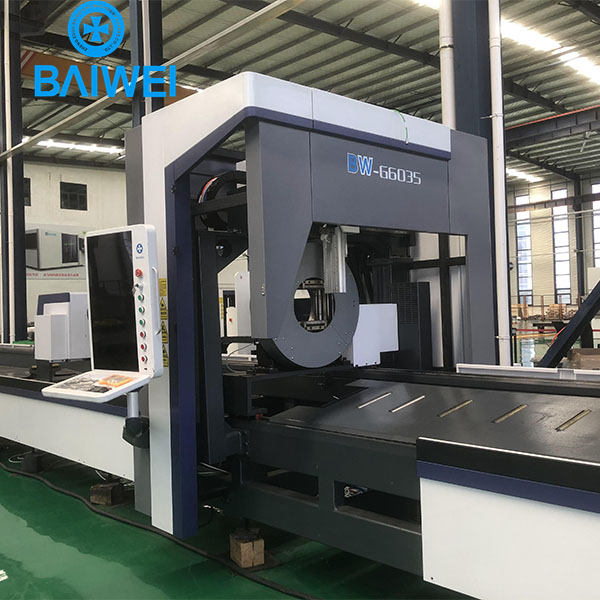
Snabbaste böjning: 0,2 sekund \ / skott
Bulk laser skärmaskin för rör
Överför vagnsfabrik
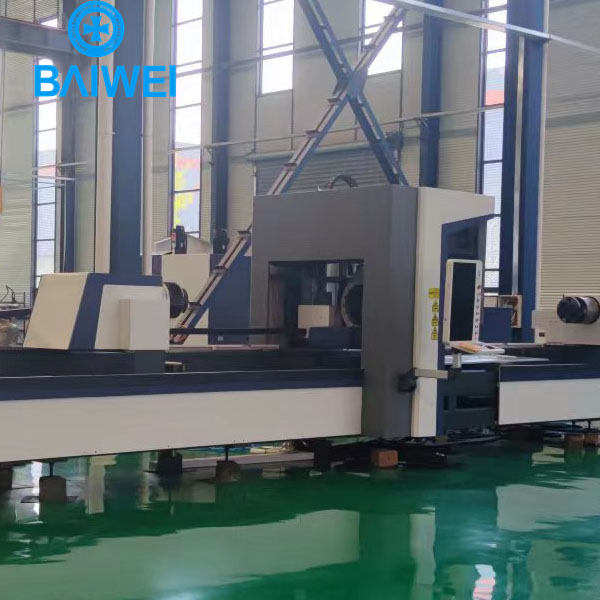
Automatisk fiberlaser skärmaskin för järnstål aluminium kopparrör
Laserskärmaskin används ofta för metallplattor, rör, rostfritt stål, kolstål, galvaniserade plattor, elektrolytiska plattor, mässingsplattor, aluminiumplattor, olika legeringsplattor, sällsynta metaller, etc. Utgångseffekt:
3. Materialytans grovhet
Med utvecklingen av fiberoptikteknik ökar också wattage av fiberlaserskärningsmaskiner, och tjockleken på metallen som kan skäras ökar också. Tjockleken på metallplåten som ska skäras måste motsvara den relativa wattan av laserskärmaskinen för att uppnå bättre resultat.
4. Skärfokus
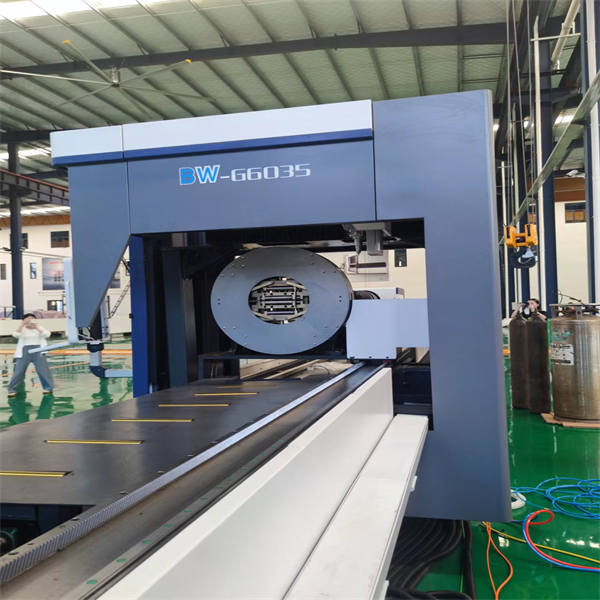
Bidirectional pneumatisk chuckrör lokaliserar automatiskt mitten, förlänger transmissionsstrukturen, förbättrar den löpande stabiliteten, ökar käkarna och sparar material. Utför kraft:
Den övre fiberlaserskärningsmaskinen för rör
Energitätheten för laserbearbetning är stor, handlingstiden är kort, den värmepåverkade zonen är liten, den termiska deformationen är liten och den termiska spänningen är liten. Dessutom är lasern icke-mekanisk kontaktbehandling, som inte har någon mekanisk stress på arbetsstycket, vilket är lämpligt för precisionsbearbetning. Utgångseffekt:
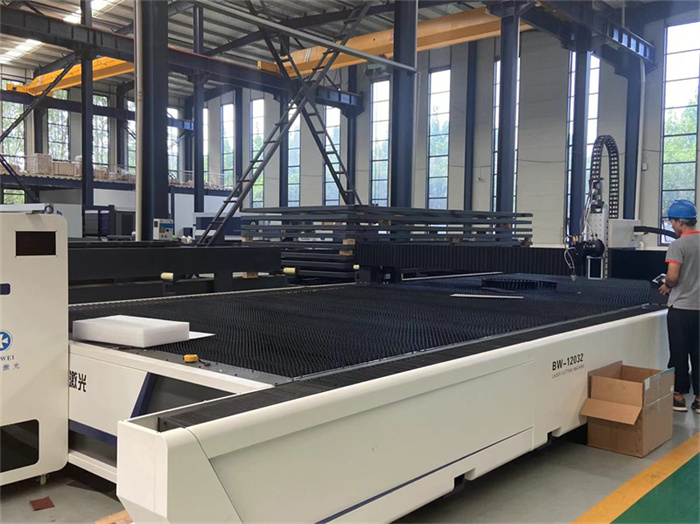
Modell: BW-G12025
Fokusens position är en av de viktigaste punkterna för att skära kvalitet. Endast med exakt fokus kan den perfekta skärningen uppnås.
Servomotor: Oberoende forskning och utveckling av helt stängt slingesystem
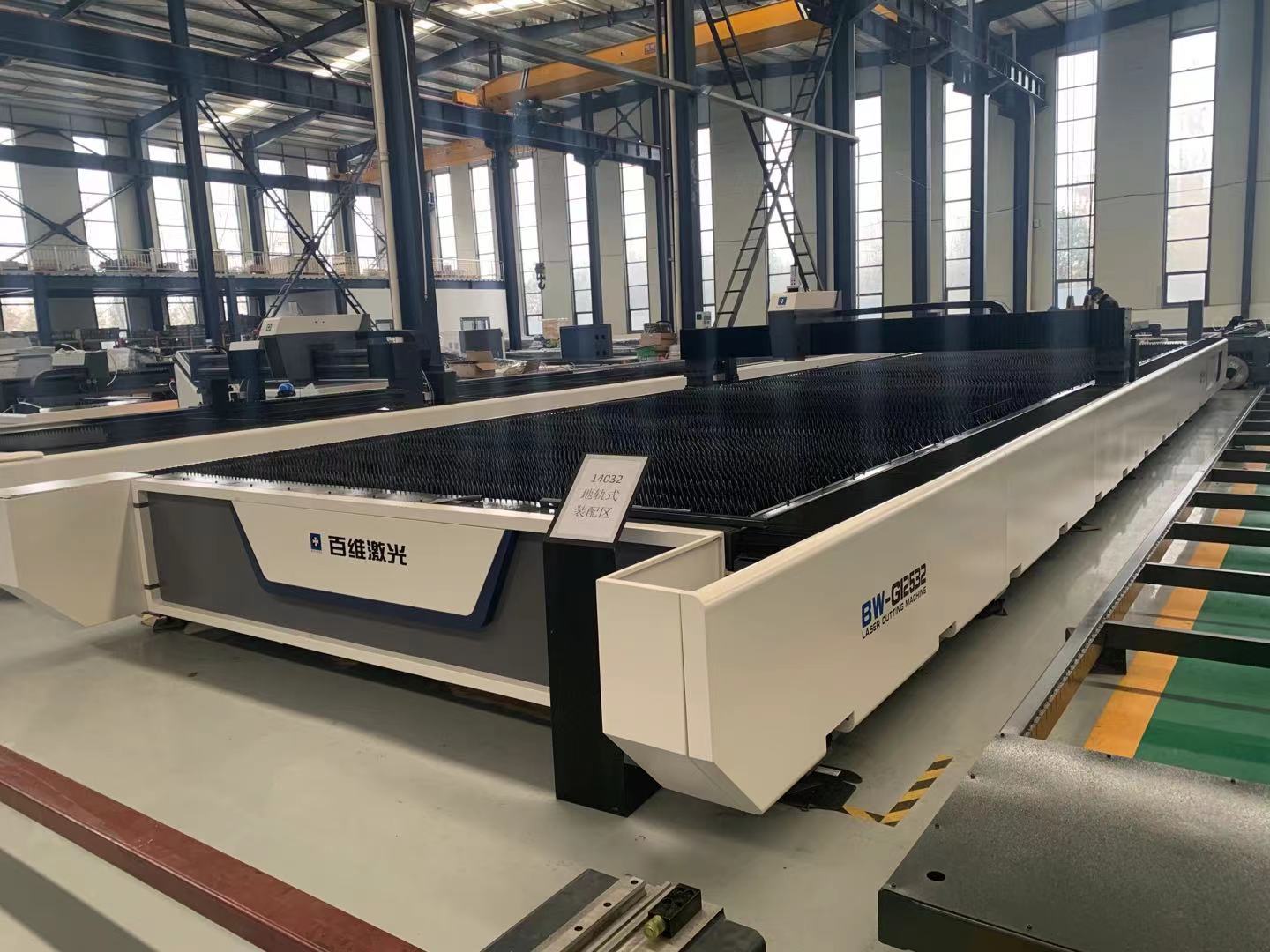
Rostfritt stål kolstål aluminium koppar CNC -rör
I koldioxid laserskärningsteknologi är koldioxidgas mediet som genererar laserstrålen. Fiberlasrar överförs emellertid genom dioder och fiberoptiska kablar. Fiberlasersystemet genererar en laserstråle genom flera diodpumpar och överför sedan den till laserskärningshuvudet genom en flexibel fiberoptisk kabel istället för att överföra strålen genom en spegel. Detta har många fördelar, den första är storleken på skärbädden. Till skillnad från gaslaserteknologi måste reflektorn ställas in inom ett visst avstånd. Till skillnad från fiberlaserteknologi finns det ingen gräns. Dessutom kan fiberlaseren till och med installeras bredvid plasmaskärningshuvudet på plasmaskärningen. Det finns inget sådant alternativ för CO2 -laserskärningsteknologi. På samma sätt, jämfört med ett gasskärningssystem med samma kraft, är systemet mer kompakt på grund av förmågan att böja fiber.
Modell: BWQG6016-6000*160 Professionell rörslaseringsmaskin
Den viktigaste och meningsfulla fördelen med fiberskärningsteknik bör vara dess energieffektivitet. Med den kompletta digitala modulen för fast tillstånd och enstaka design av fiberlaseren har fiberlaserskärningssystemet en högre elektrooptisk omvandlingseffektivitet än koldioxidslasskärning. För varje strömförsörjningsenhet för koldioxidskärningssystemet är den faktiska allmänna användningsgraden cirka 8% till 10%. För fiberlaserskärningssystem kan användare förvänta sig högre effekteffektivitet, cirka 25% till 30%. Med andra ord är den totala energiförbrukningen för fiberskärningssystemet cirka 3 till 5 gånger mindre än för det för koldioxidskärningssystemet, vilket förbättrar energieffektiviteten till mer än 86%.
Skärområde: 3000x1500mm (valfritt)
Fiberlaser har egenskaperna hos kort våglängd, vilket förbättrar absorptionen av skärmaterialet till strålen och möjliggör skärning såsom mässing och koppar samt icke-ledande material. En mer koncentrerad stråle ger ett mindre fokus och ett djupare fokusdjup, så att fiberlaseren kan klippa tunnare material snabbt och klippa medelt tjocka material mer effektivt. Vid skärning av material upp till 6 mm tjocka är skärhastigheten för ett 1,5 kW fiberlaserskärningssystem ekvivalent med det för ett 3KW koldioxidlaseringssystem. Eftersom driftskostnaden för fiberskärning är lägre än för ett vanligt koldioxidskärningssystem kan detta förstås som en ökning av produktionen och en minskning av kommersiella kostnader.
3. Kontrast från skäreffekten
När det gäller maskinunderhåll är fiberlaserskärning mer miljövänlig och bekväm. Koldioxidgaslasersystemet behöver regelbundet underhåll; Reflektorn behöver underhåll och kalibrering, och resonanshålrummet behöver regelbundet underhåll. Å andra sidan kräver fiberlaserskärningslösningen nästan inget underhåll. Koldioxidslasskärningssystemet kräver koldioxid som lasergas. På grund av renheten av koldioxidgas kommer resonanshålan att förorenas och måste rengöras regelbundet. För ett multi-kilowatt koldioxidsystem kräver denna artikel minst 20 000 US $ per år. Dessutom kräver många koldioxidskärningar höghastighets axiella turbiner för att leverera lasergas, och turbiner kräver underhåll och översyn.