Laboranta principo de lasera tubo -tranĉa maŝino
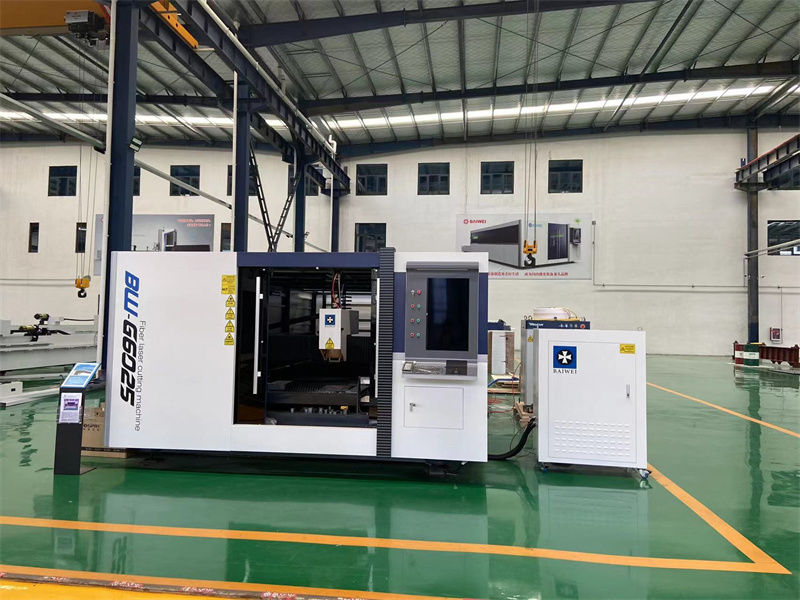
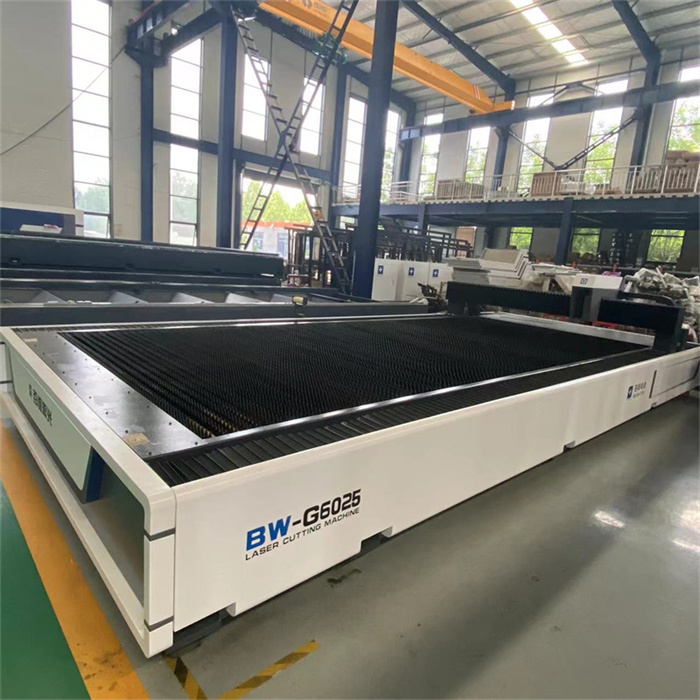
Nomo: lasera tubo tranĉmaŝino
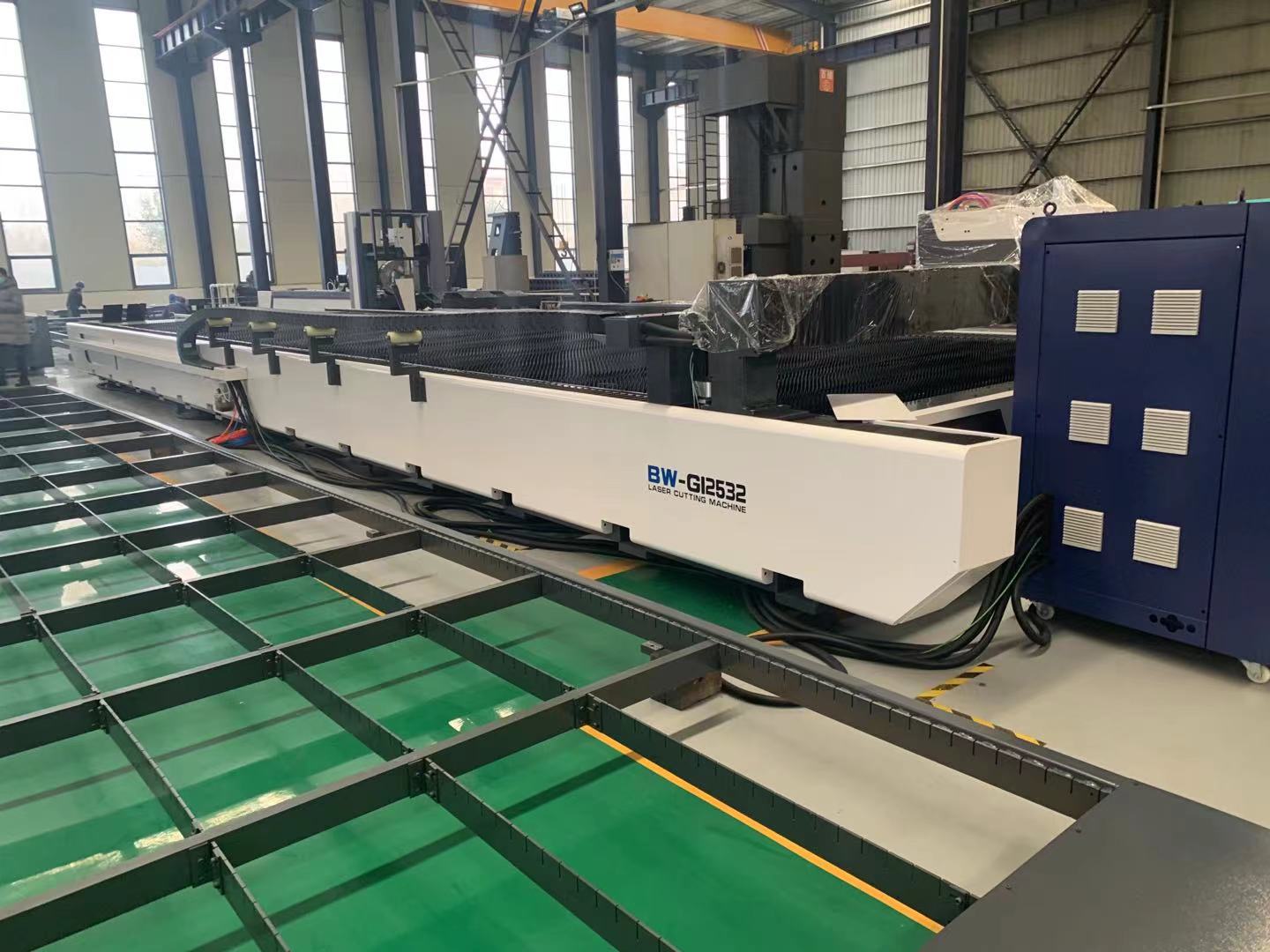
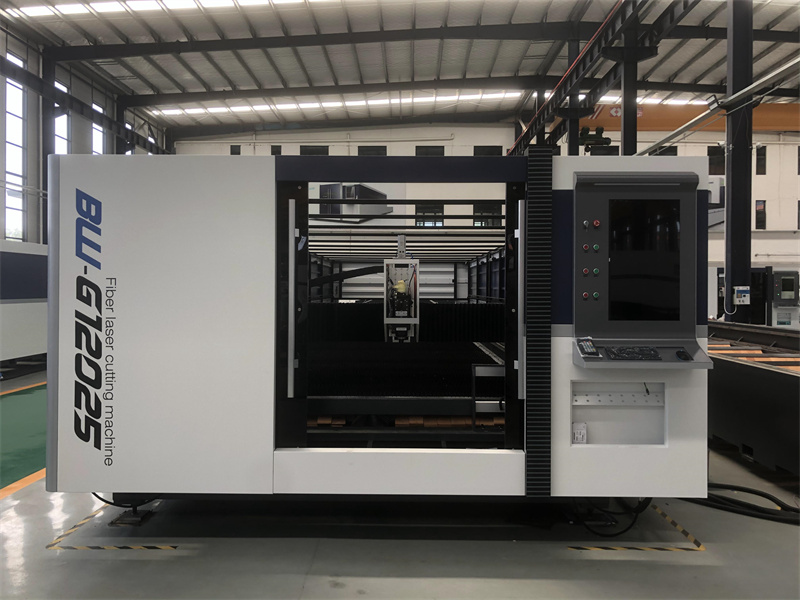
Modelo: BW3000 \ / BW6000 \ / BW9000
Lasera Generatora Mezo: Fibra Lasera Fonto
Elira potenco: 500w \ / 750w \ / 1000w \ / 1500w \ / 2000w \ / 3000w \ / 4000w \ / 6000w \ / 8000W
Efika tubo tranĉa diametro: 15-220mm
Laboranta aksa poziciiga precizeco:<±0.05mm
Workable reposition accuracy:<±0.02mm
Laboranta principo de lasera tubo -tranĉa maŝino:
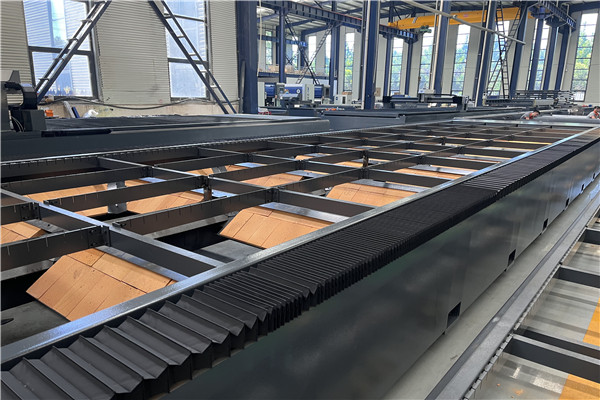
1. Manĝaĵa rako: Antaŭ ol tranĉi komenciĝas, la tuta pakaĵo da tuboj devas esti permane ŝovita al la materiala rako, permane pakita kaj forigita, kaj poste metita sur la aŭtomatan tubon kunportanta mekanismon sinsekve.
2. La tuboj estas metitaj sur la transportan platformon laŭvice, kaj la tubo transportanta aparaton povas transdoni la tubojn al la nutra mekanismo unu samtempe laŭ la postuloj, kaj aŭtomate replenigi kaj stari laŭ la tuboj.
3. La nutraĵmekanismo aŭtomate translokigos la tubojn en la atenda areo al la aŭtomata nutraĵmekanismo laŭ la signalo, kaj aliaj tuboj aŭtomate plenigos kaj moviĝos al la materiala pozicio por certigi kontinuan funkciadon.
4. La tubo -poziciigado kaj kalibra sistemo kalibras la tuban pozicion nete laŭ bezono (la tubo -materialo ne devas esti metita preter la ekstero de la manĝmekanismo).
5. La nutra strukturo aŭtomate sendas la tubojn al la materiala (levanta) bretsistemo de la maŝina ilo laŭ la signalo (unu tubo samtempe).
6. La manĝmekanismo revenas en la tempo post ricevado de la signalo de kompletigo de bretaro, kaj samtempe la rotacianta kroĉilo moviĝas laŭ la signalo - krampoj - puŝas ĝin al la rota plato de B por perfekta tranĉado.
7. La materiala bretsistemo aŭtomate levas kaj malaltiĝas laŭ la distanco de la rotacianta kroĉa aparato por eviti kolizion;
8. Kiam la rotacianta kroĉa aparato antaŭas al la meza lim -pozicio de la B -rotacianta subtena plato, la C -rotacianta kroĉilo aŭtomate funkcias al la dekstra fino de la rotacianta plato B por daŭrigi la perfektan tranĉadon de la vosto -materialo, por certigi la ĝeneralan tranĉadon de la tubo, esence nula vosto.
9. La aŭtomata levanta tipo -materialo ricevanta sistemon altiĝas al 15mm for de la rotacio de la tubo, kaj kaptas la pecon dum la tubo estas tranĉita, por malebligi la pecon de la peco nature pro la pezo de la tubo, la interspaco ĉe la tranĉpunkto estas tro granda, aŭ ĝi estas faligita kaj deformita.
10. Post kiam la aŭtomata levanta tipo -materiala riceva sistemo finiĝos, ĝi aŭtomate falos al fiksa pozicio, kaj samtempe la materialo ricevanta skatolon inklinos, kaj la peco nature glitos al la grunda materialo -kolekto.
11. La nutraĵmekanismo estas en atendo. Antaŭ ol la tranĉo de la antaŭa tubo estas finita, la materiala preparado estas finita, kaj la operacia programo de la sekva tubo -prilaborado estas farita sur atendo.