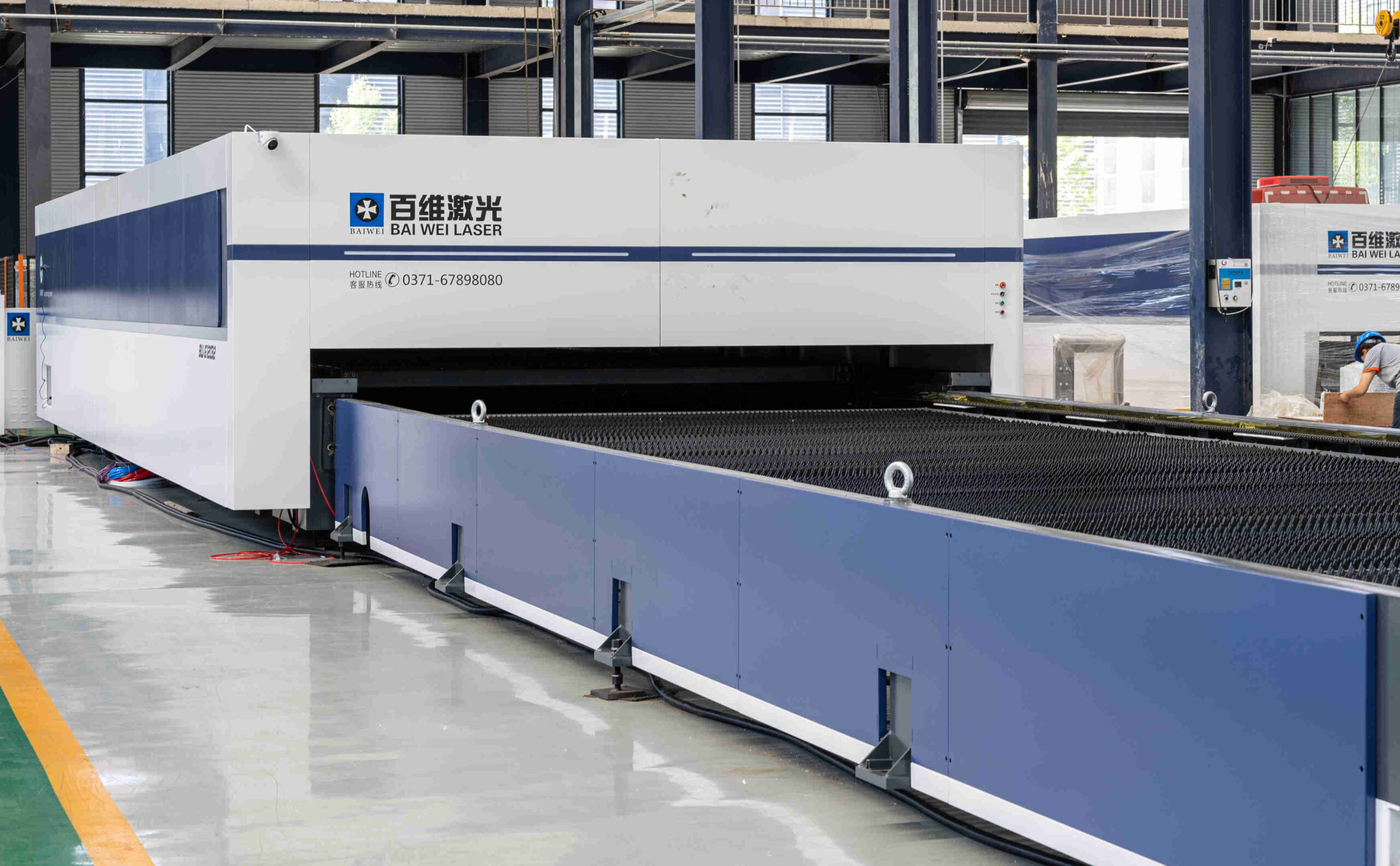
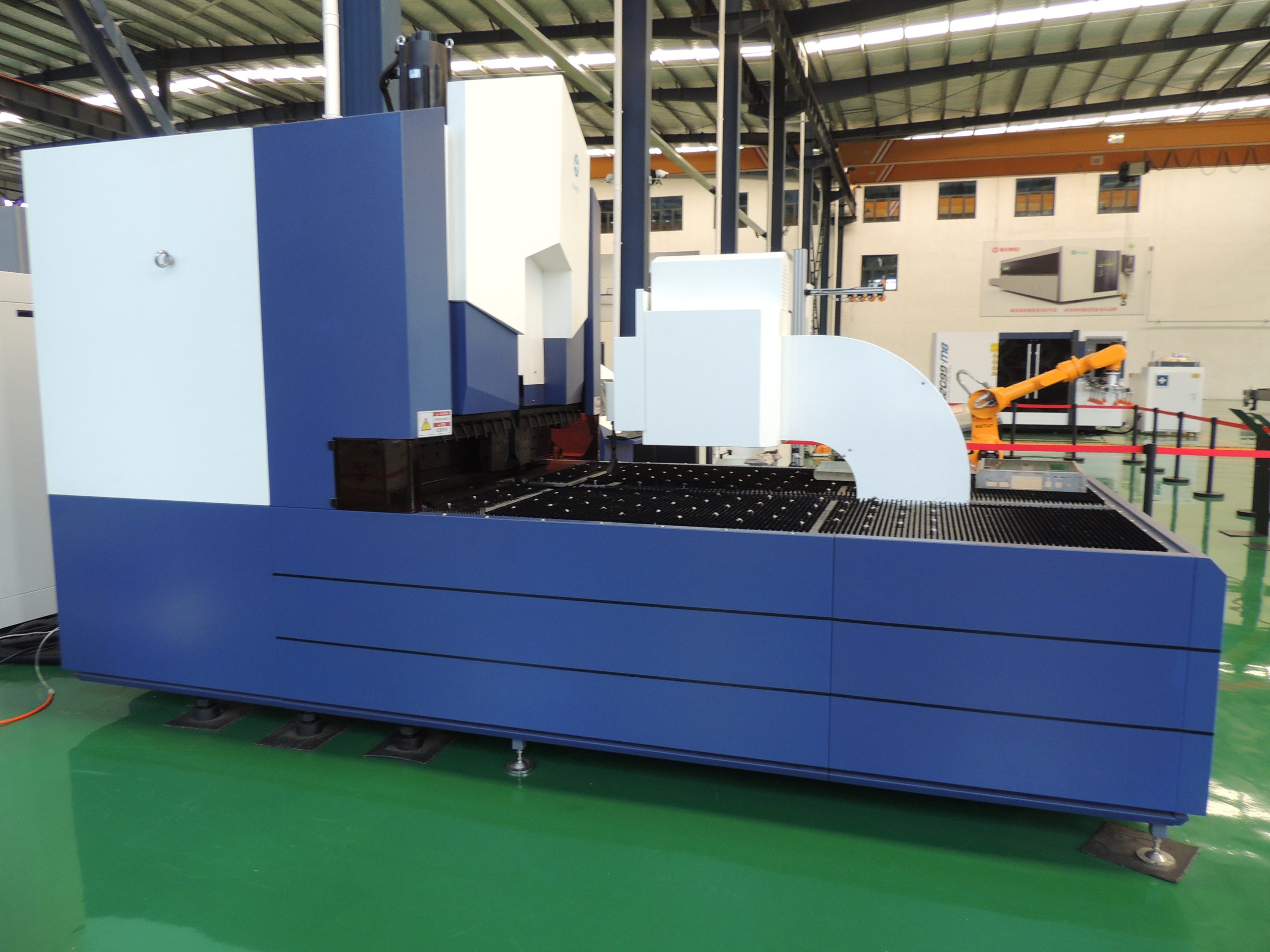
Centre de flexion flexible automatique, machine CNC à pâte à panneaux
Vitesse de flexion maximale: 0,2 seconde \ / tir
Largeur de flexion maximale: 1400 mm
Hauteur de flexion: environ 170 mm (personnalisable)
La tension nominale: 380v
Pown Power : Environ 18KW
Puissance moyenne: environ 1,8 kW
Le bruit : Environ 50 décibels
Dimensions: 440cm * 190cm * 290cm
La qualité totale : Environ 12 tonnes
Les épaisseurs de lit maximales 515N \ / mm2 201 acier sans œil 0,8 mm
(Standard) UTS 520N \ / MM2 304Stainless Steel 1.0 mm
(Épaisseur en option) UTS 410N \ / MM2 304Cold Plaque 1,2 mm
UTS 265N \ / mm2 304 Aaluminim Plaque 1,6 mm
Épaisseur minimale du matériau: environ0,35 mm
Dimensions intérieures minimales: environ 140 mm * 190 mm
Taille intérieure minimale : Environ 140 mm
Taille de flexion minimale: environ 1400 mm * 1400 mm
Nombre de SHAF: Lien de liaison simultanée 13axis standard
Coupe à la charnière conventionnelle : (Option)
Cutter de charnière de puissance : (Option)
1. Degré élevé d'automatisation, opération facile et forte compatibilité
√ industrie 4.0 Architecture, qui peut être améliorée en douceur;
√ Aucune moulure requise, formes complexes (pliés ou angles droits, angles non droits)
√ conception et production à tout moment;
√ gamme à l'échelle des matériaux applicables, principalement en acier inoxydable, plaque roulée à froid, etc.;
√ Compatible avec diverses méthodes de chargement et de déchargement: chargement manuel et déchargement, chargement de bras robotique autoproclamé et √éléchargement, et amarrage du chargement et du déchargement du bras robotiques sont tous facultatifs.
2. Efficacité plus élevée et coût moindre
√ vitesse de jeté, seulement 0,2 seconde par couteau;
√ prototypage rapide des pièces avec une forte consistance;
√ Consommation d'énergie, maintenance quotidienne simple et faible coût;
√ Degré d'automatisation, fonctionnement simple, faibles exigences de main-d'œuvre;
√ Interface homme-machine, facile à comprendre, programmation flexible;
√ Pour les pièces avec des tailles non standard, différentes références de positionnement peuvent être sélectionnées en fonction de la forme de la pièce, et l'erreur de cisaillement de la plaque peut être contrôlée sur le premier bord de flexion pour assurer la précision dimensionnelle après la formation.