Az ipari gyártás területén a lézercsökkentő gépeket széles körben használják az élet minden területén, hatékony és rugalmas feldolgozási előnyeik miatt, különösen a fémfeldolgozásban, a lézercsökkentő gépek szinte kötelező eszközévé váltak a gyártók feldolgozásához. Az emberek már nem ismerik a lézercsontgépeket, de sokan kevés tudnak kevés a lézercsökkentő gépek alapelveiről. Ma beszélünk a szálas lézeres vágógép feldolgozási alapeléről, hogy alapvető ismeretekkel rendelkezzen a szálak lézercsökkentőgépéről.
Vágási elv
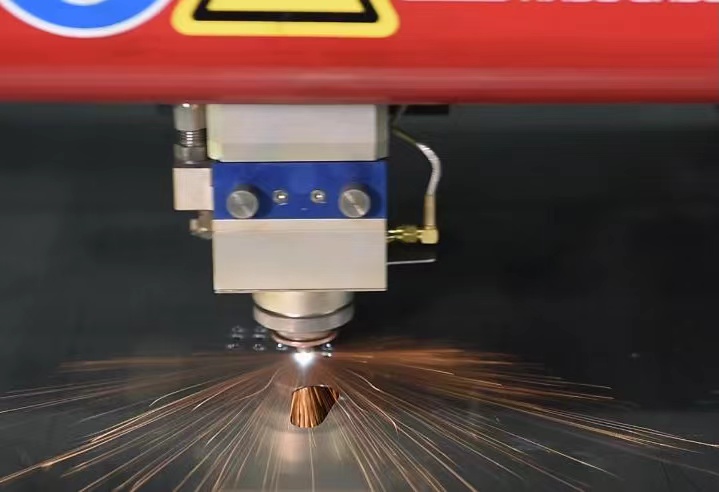
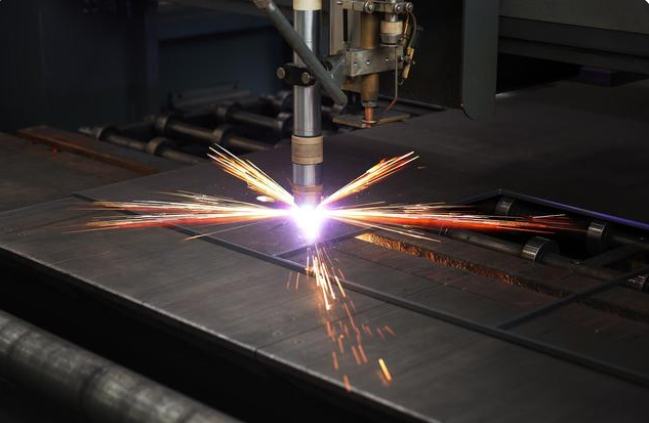
A lézervágás alapelve: Fókuszálja a lézert az anyagra, melegítse az anyagot lokálisan, amíg az meghaladja az olvadáspontot, majd az olvadt fémet fújja el a koaxiális nagynyomású gázzal vagy a generált fémgőznyomással, mivel a sugár viszonylag lineárisan mozog az anyaggal, folytassa a lyukakat, hogy nagyon keskeny réseket képezzenek.

Nyomon követési rendszer
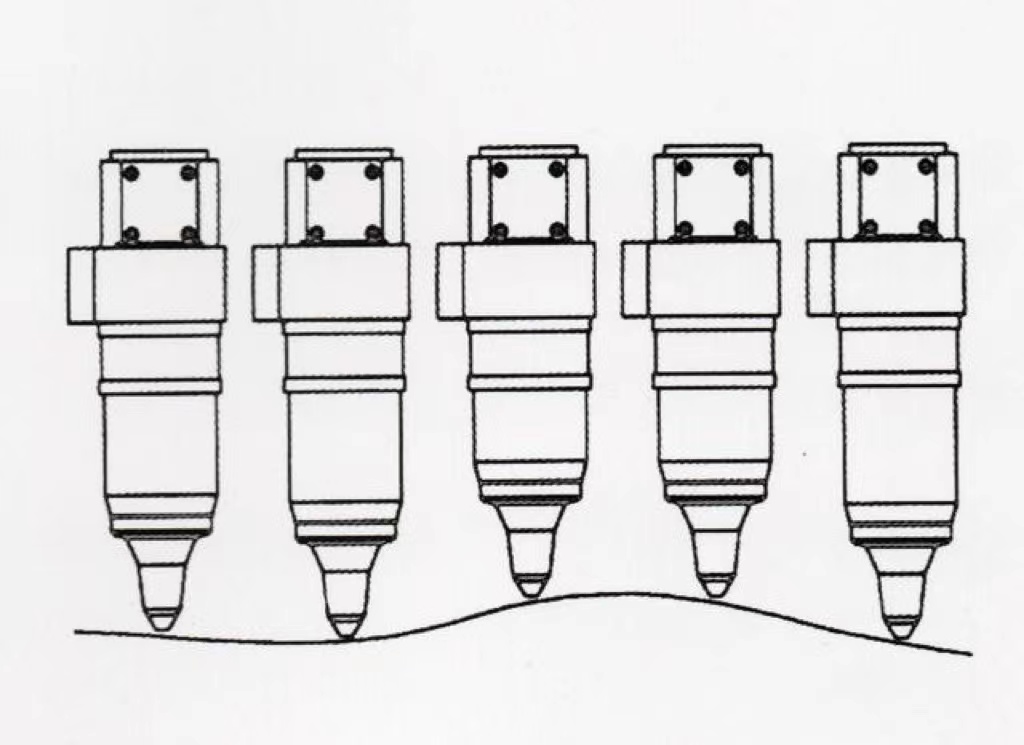
A nagy formátumú lézervágógépben a különböző helyek feldolgozási magassága kissé eltérő, ami az anyag felületét eltér a fókusztávolságtól, így a fókuszált folt mérete és az energia sűrűsége különböző helyeken különbözik, és a különböző vágási pozíciók lézervágási minősége nagyon következetlen, nem felel meg a lézervágás minőségi követelményeinek. A vágófej egy nyomon követési rendszert alkalmaz, amely biztosítja, hogy a vágófej és a vágóanyag magassága következetes legyen, ezáltal biztosítva a vágási hatást.
Segédgáz
A vágási folyamat során a vágandó anyaghoz alkalmas segédgázt kell hozzáadni. Amellett, hogy a salakot elrobbantja a résben, a koaxiális gáz a megmunkált tárgy felületét is lehűtheti, csökkentheti a hőre ható zónát, lehűtheti a fókuszáló lencsét, és megakadályozhatja, hogy a füst és a por bejutjon a lencse tartójába, és szennyezi a lencsét, és a lencse túlmelegedjen. A gáznyomás és típus megválasztása nagy hatással van a vágásra. Általános gázok: levegő, oxigén, nitrogén.
Vágási folyamat
A vágási folyamat a következő tényezőkhöz kapcsolódik: lézer üzemmód, lézerteljesítmény, fókusz helyzet, fúvóka magasság, fúvóka átmérője, segédgáz, segédgáz tisztaság, segédgázáramlás, segédgáznyomás, vágási sebesség, lapsebesség, lap felületi minősége.
A lézervágás az a felszabadult energia, amikor a lézernyalábot a munkadarab felületén besugárzzák, hogy megolvadjanak és elpárologjanak a munkadarabot, hogy a vágás és a gravírozás célját elérjék. , alacsony feldolgozási költségek és egyéb jellemzők, fokozatosan javítják vagy cserélik a hagyományos vágási folyamat berendezéseit. Mivel azonban a későbbi feldolgozás költsége csökken, továbbra is megvalósítható ezt a berendezést a tömegtermelésben. Mivel nincs szerszámköltség, a lézervágó berendezések szintén alkalmasak arra is, hogy kis tételeket készítsenek különféle méretű alkatrészekből, amelyek korábban nem voltak elérhetők. A lézervágó berendezések általában számítógépes numerikus vezérlési technológiát (CNC) használnak, majd a vágási adatok telefonvonal segítségével egy számítógépes tervezésű (CAD) munkaállomásból fogadhatók.