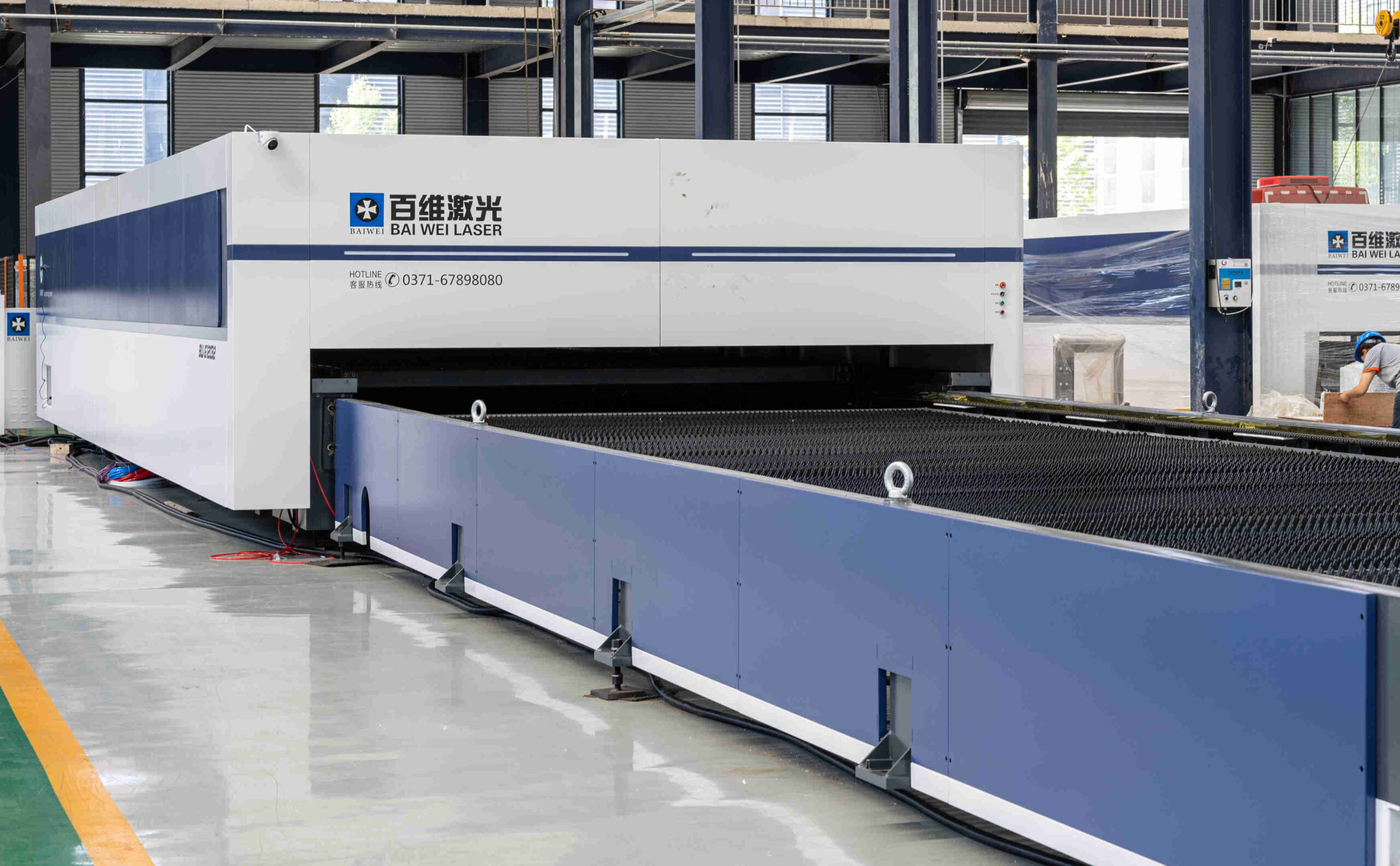
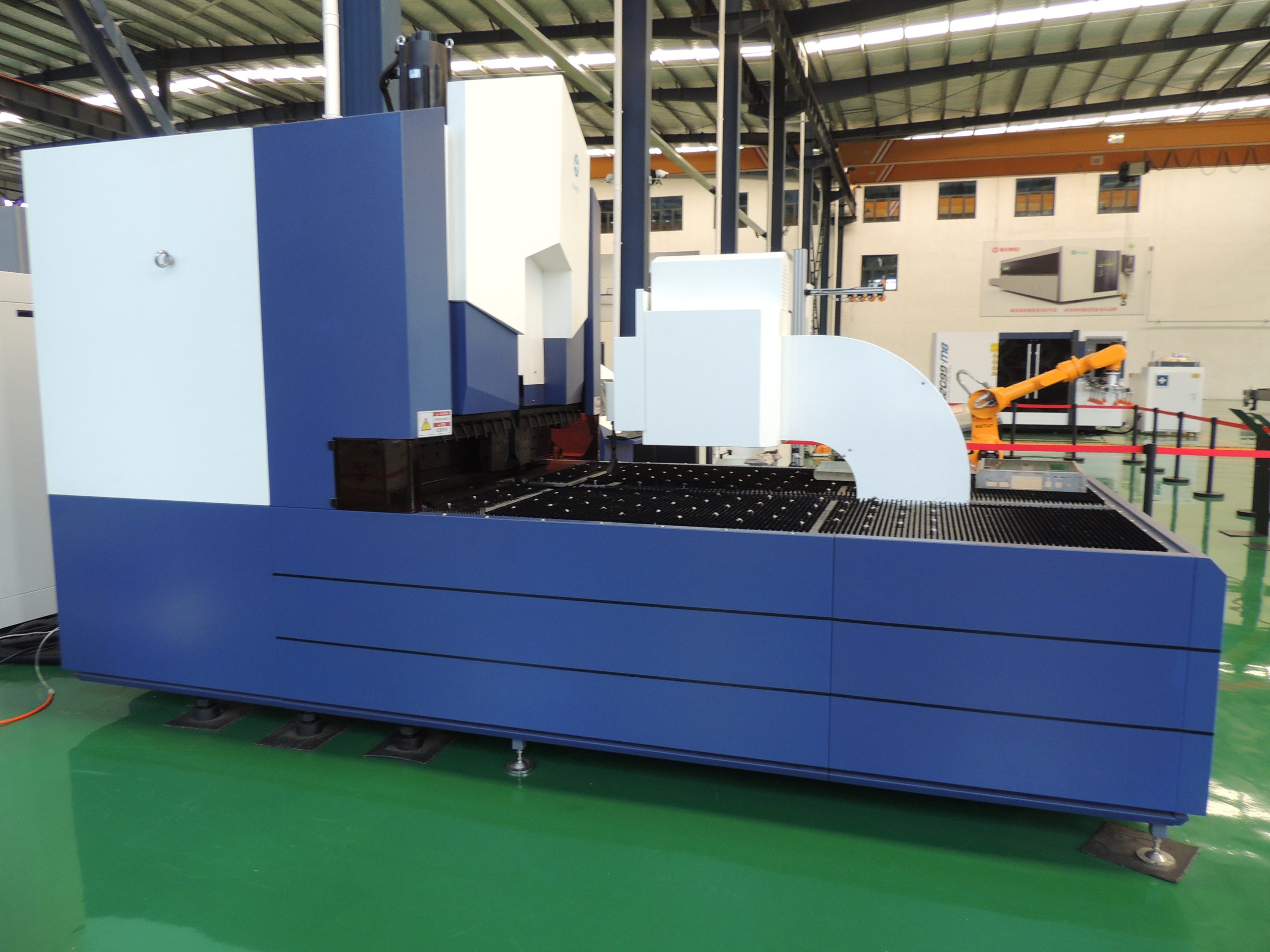
Автоматический гибкий центр изгиба, панель с ЧПУ
Максимальная скорость изгиба: 0,2 секунды \ / выстрел
Максимальная ширина изгиба: 1400 мм
Высота изгиба: около 170 мм (настраиваемая)
Номинальное напряжение : 380 В.
Пиковая мощность: около 18 кВт
Средняя мощность: около 1,8 кВт
Шум: около 50 децибеллов
Размеры: 440см*190 см*290 см
Общее качество: около 12tons
Максимальная толщина для постели 515N \ / мм2 201.
(Стандарт) UTS 520N \ / MM2 304Stainerail Steel 1,0 мм
(Необязательная толщина) UTS 410N \ / MM2 304COLD Пластина 1,2 мм
UTS 265N \ / мм2 30444 -алюминиевая пластина 1,6 мм
Минимальная толщина материала: около 0,35 мм
Минимальные внутренние размеры: около 140 мм*190 мм
Минимальный внутренний размер: около 140 мм
Минимальный размер изгиба: около 1400 мм*1400 мм
Количество SHAF : Стандартная 13 -осевая параллельная связь
Обычный шарнир
Фортетер Power Hinge : (опция)
1. Высокая степень автоматизации, легкой работы и сильной совместимости
√industry 4.0, архитектура, которая может быть обновлена плавно;
√ Не требуется формование, сложные формы (сложенные или вниз по прямым углам, не правые углы)
√free дизайн и производство в любое время;
√ Грудный диапазон применимых материалов, в основном нержавеющей стали, холодной пластины и т. Д.;
√compabatible с различными методами загрузки и разгрузки: ручная загрузка и разгрузка, самостоятельная загрузка рук и √unload, а также стыковка роботизированная загрузка рычага и разгрузка-все это необязательно.
2. Более высокая эффективность и более низкая стоимость
√ -affect Speed, всего 0,2 секунды на нож;
√rapid -прототипирование заготовки с высокой последовательности;
√low Потребление энергии, простое ежедневное обслуживание и низкая стоимость;
√ Высокая степень автоматизации, простая работа, низкие требования к труду;
√ Дружелюбный интерфейс Man-Machine, простые для понимания, гибкое программирование;
√ Для заготовки с нестандартными размерами, различные ссылки на позиционирование могут быть выбраны в соответствии с формой заготовки, а ошибка сдвига пластины может контролироваться на первом краю изгиба, чтобы обеспечить точность размеров после формирования.